Mycotoxin Decontamination of Food: Cold Atmospheric Pressure Plasma versus “Classic” Decontamination
1 Jožef Stefan Institute, Department of Surface Engineering and Optoelectronics, Jamova cesta 39, SI-1000 Ljubljana, Slovenia; 2 Jožef Stefan International Postgraduate School, Jamova cesta 39, SI-1000 Ljubljana, Slovenia; 3 University of Ljubljana, Veterinary Faculty, Institute of Food Safety, Feed and Environment, Gerbiceva 60, SI-1000 Ljubljana, Slovenia; 4 University of Liverpool, Department of Electrical, Engineering and Electronics, Brownlow Hill, Liverpool L69 3GJ, UK; 5 Jožef Stefan Institute, Department of Molecular and Biomedical Sciences, Jamova cesta 39, SI-1000 Ljubljana, Slovenia.
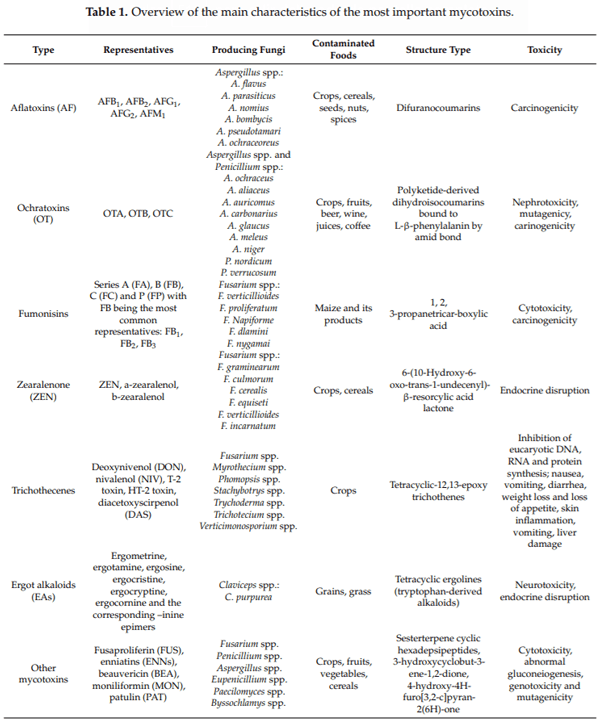
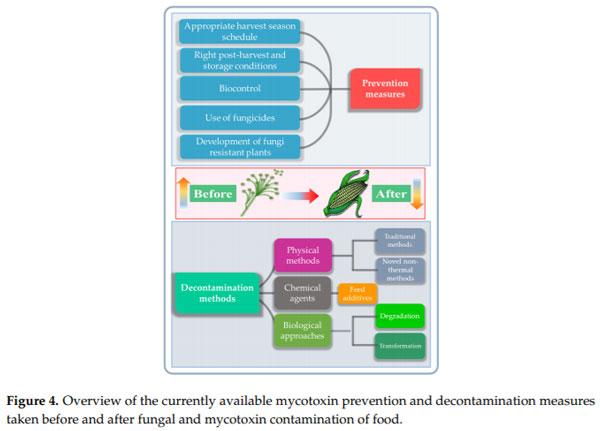
Mycotoxins are secondary metabolites produced by several filamentous fungi, which frequently contaminate our food, and can result in human diseases affecting vital systems such as the nervous and immune systems. They can also trigger various forms of cancer. Intensive food production is contributing to incorrect handling, transport and storage of the food, resulting in increased levels of mycotoxin contamination. Mycotoxins are structurally very diverse molecules necessitating versatile food decontamination approaches, which are grouped into physical, chemical and biological techniques. In this review, a new and promising approach involving the use of cold atmospheric pressure plasma is considered, which may overcome multiple weaknesses associated with the classical methods. In addition to its mycotoxin destruction efficiency, cold atmospheric pressure plasma is cost effective, ecologically neutral and has a negligible effect on the quality of food products following treatment in comparison to classical methods.
Keywords: cold atmospheric pressure plasma technology; mycotoxins; physical decontamination; chemical decontamination; biological decontamination.
- Draw firm correlations between different plasma operating parameters and the specific reactive chemical species formed.
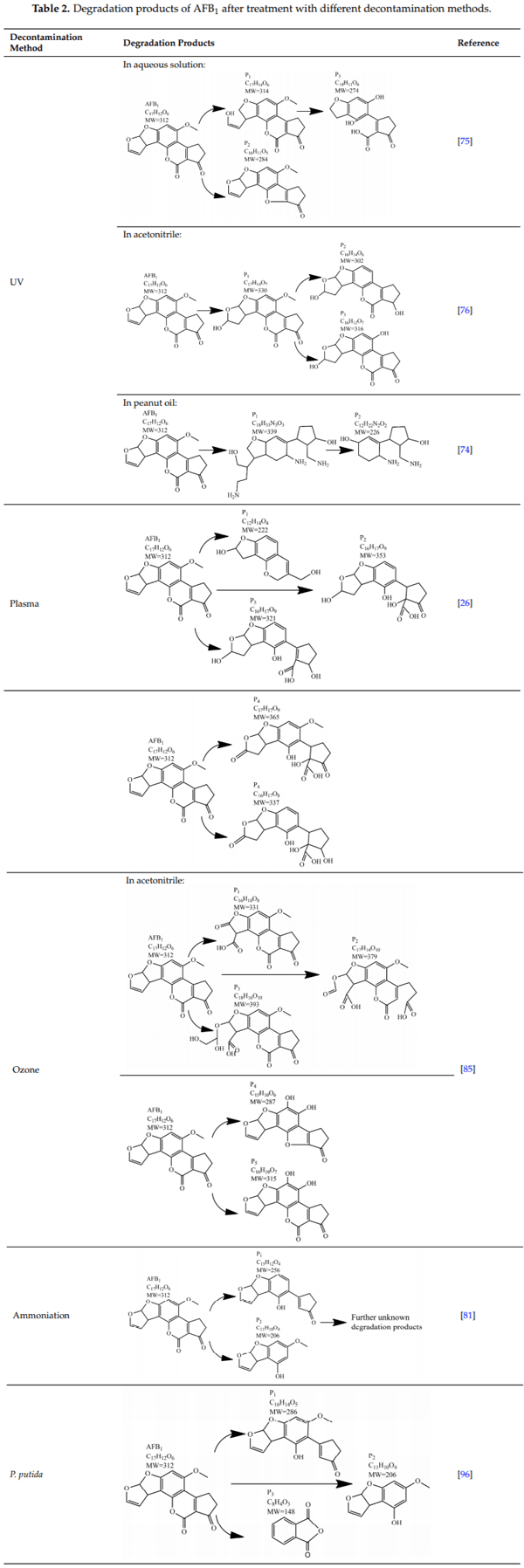
- Draw correlations between the composition of the plasma and the structure of the mycotoxin degradation products. As toxicities of the mycotoxin degradation products can be experimentally determined, in this way, the mycotoxin decontamination efficiency would be defined as well.
- Examine the effects of different plasma treatments on the quality of food products, for example on their nutritional value and organoleptic qualities.
- Design plasma-forming systems for efficient mycotoxin decontamination of various types and sizes of food products.
- Test if hybrid plasma-conventional systems for mycotoxin decontamination of food products can be even more effective.
- Betina, V. Mycotoxins: Production, Isolation, Separation and Purification; Elsevier: Amsterdam, The Netherlands, 1984.
- Vasanthi, S.; Bhat, R.V. Mycotoxins in foods-occurrence, health & economic significance & food control measures. Indian J. Med. Res. 1998, 108, 212–224. [PubMed]
- Marin, S.; Ramos, A.J.; Cano-Sancho, G.; Sanchis, V. Mycotoxins: Occurrence, toxicology, and exposure assessment. Food Chem. Toxicol. 2013, 60, 218–237. [CrossRef] [PubMed]
- Sforza, S.; Dall’Asta, C.; Marchelli, R. Recent advances in mycotoxin determination in food and feed by hyphenated chromatographic techniques/mass spectrometry. Mass Spectrom. Rev. 2006, 25, 54–76. [CrossRef] [PubMed]
- Bryla, M.; Wa´skiewicz, A.; Podolska, G.; Szymczyk, K.; J?edrzejczak, R.; Damaziak, K.; Sulek, A. Occurrence of 26 mycotoxins in the grain of cereals cultivated in poland. Toxins 2016, 8, 160. [CrossRef] [PubMed]
- European Commission. Regulation (ec) no 1881/2006 of 19 december 2006 setting maximum levels for certain contaminants in foodstuffs. Off. J. Eur. Union 2006, 364, 5–24.
- European Commission. Recommendation 2006/576/ec of 17 august 2006 on the presence of deoxynivalenol, zearalenone, ochratoxin A, T-2 and HT-2 and fumonisins in products intended for animal feeding. Off. J. Eur. Union 2006, 229, 7–9.
- European Commission. Recommendation 2013/165/EU of 27 March 2013 on the presence of T-2 and HT-2 toxin in cereals and cereal products. Off. J. Eur. Union 2013, 91, 12–15.
- Edgewood Parents and Teachers. Directive 2002/32/EC of 7 May 2002 on undesirable substances in animal feed. Off. J. Eur. Communities 2002, 140, 10–21.
- Miraglia, M.; Marvin, H.J.P.; Kleter, G.A.; Battilani, P.; Brera, C.; Coni, E.; Cubadda, F.; Croci, L.; De Santis, B.; Dekkers, S.; et al. Climate change and food safety: An emerging issue with special focus on europe. Food Chem. Toxicol. 2009, 47, 1009–1021. [CrossRef] [PubMed]
- Klich, M.A. Environmental and developmental factors influencing aflatoxin production by Aspergillus flavus and Aspergillus parasiticus. Mycoscience 2007, 48, 71–80. [CrossRef]
- Mousa, W.; Ghazali, F.M.; Jinap, S.; Ghazali, H.M.; Radu, S. Modeling growth rate and assessing aflatoxins production by Aspergillus flavus as a function of water activity and temperature on polished and brown rice. J. Food Sci. 2013, 78, M56–M63. [CrossRef] [PubMed]
- Narasaiah, K.V.; Sashidhar, R.; Subramanyam, C. Biochemical analysis of oxidative stress in the production of aflatoxin and its precursor intermediates. Mycopathologia 2006, 162, 179–189. [CrossRef] [PubMed]
- Nellemann, C. The Environmental Food Crisis: The Environment's Role in Averting Future Food Crises: A Unep Rapid Response Assessment; UNEP/Earthprint: Nairobi, Kenya, 2009.
- Fridman, A.; Kennedy, L.A. Plasma Physics and Engineering; CRC press: Boca Raton, FL, USA, 2004.
- Kogelschatz, U. Atmospheric-pressure plasma technology. Plasma Phys. Control. Fusion 2004, 46, B63. [CrossRef]
- Lieberman, M.A.; Lichtenberg, A.J. Principles of Plasma Discharges and Materials Processing; John Wiley & Sons: Chichester, UK, 2005.
- Hasan, M.I.; Walsh, J.L. Numerical investigation of the spatiotemporal distribution of chemical species in an atmospheric surface barrier-discharge. J. Appl. Phys. 2016, 119, 203302. [CrossRef]
- Locke, B.R.; Lukes, P.; Brisset, J.-L. Elementary chemical and physical phenomena in electrical discharge plasma in gas–liquid environments and in liquids. In Plasma Chemistry and Catalysis in Gases and Liquids; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; pp. 185–241.
- Schutze, A.; Jeong, J.Y.; Babayan, S.E.; Park, J.; Selwyn, G.S.; Hicks, R.F. The atmospheric-pressure plasma jet: A review and comparison to other plasma sources. IEEE Trans. Plasma Sci. 1998, 26, 1685–1694. [CrossRef]
- Misra, N.N. The contribution of non-thermal and advanced oxidation technologies towards dissipation of pesticide residues. Trends Food Sci. Technol. 2015, 45, 229–244. [CrossRef]
- Weltmann, K.D.; von Woedtke, T. Plasma medicine-current state of research and medical application. Plasma Phys. Control. Fusion 2017, 59, 014031. [CrossRef]
- Laroussi, M.; Kong, M.; Morfill, G. Plasma medicine: Applications of low-temperature gas plasmas in medicine and biology; Cambridge University Press: Cambridge, UK, 2012.
- Scholtz, V.; Pazlarova, J.; Souskova, H.; Khun, J.; Julak, J. Nonthermal plasma—A tool for decontamination and disinfection. Biotechnol. Adv. 2015, 33, 1108–1119. [CrossRef] [PubMed]
- Park, B.J.; Takatori, K.; Sugita-Konishi, Y.; Kim, I.H.; Lee, M.H.; Han, D.W.; Chung, K.H.; Hyun, S.O.; Park, J.C. Degradation of mycotoxins using microwave-induced argon plasma at atmospheric pressure. Surf. Coat. Technol. 2007, 201, 5733–5737. [CrossRef]
- Wang, S.-Q.; Huang, G.-Q.; Li, Y.-P.; Xiao, J.-X.; Zhang, Y.; Jiang, W.-L. Degradation of aflatoxin B1 by low-temperature radio frequency plasma and degradation product elucidation. Eur. Food Res. Technol. 2015, 241, 103–113. [CrossRef]
- Siciliano, I.; Spadaro, D.; Prelle, A.; Vallauri, D.; Cavallero, M.C.; Garibaldi, A.; Gullino, M.L. Use of cold atmospheric plasma to detoxify hazelnuts from aflatoxins. Toxins 2016, 8, 125. [CrossRef] [PubMed]
- Dasan, B.G.; Boyaci, I.H.; Mutlu, M. Inactivation of aflatoxigenic fungi (Aspergillus spp.) on granular food model, maize, in an atmospheric pressure fluidized bed plasma system. Food Control 2016, 70, 1–8. [CrossRef]
- Liang, J.-L.; Zheng, S.-H.; Ye, S.-Y. Inactivation of Penicillium aerosols by atmospheric positive corona discharge processing. J. Aerosol Sci. 2012, 54, 103–112. [CrossRef]
- Selcuk, M.; Oksuz, L.; Basaran, P. Decontamination of grains and legumes infected with Aspergillus spp. and Penicillum spp. by cold plasma treatment. Bioresour. Technol. 2008, 99, 5104–5109. [PubMed]
- Suhem, K.; Matan, N.; Nisoa, M.; Matan, N. Inhibition of Aspergillus flavus on agar media and brown rice cereal bars using cold atmospheric plasma treatment. Int. J. Food Microbiol. 2013, 161, 107–111. [CrossRef] [PubMed]
- Ye, S.-Y.; Song, X.-L.; Liang, J.-L.; Zheng, S.-H.; Lin, Y. Disinfection of airborne spores of Penicillium expansum in cold storage using continuous direct current corona discharge. Biosyst. Eng. 2012, 113, 112–119. [CrossRef]
- Park, S.Y.; Ha, S.-D. Application of cold oxygen plasma for the reduction of Cladosporium cladosporioides and Penicillium citrinum on the surface of dried filefish (Stephanolepis cirrhifer) fillets. Int. J. Food Sci. Technol. 2015, 50, 966–973. [CrossRef]
- Basaran, P.; Basaran-Akgul, N.; Oksuz, L. Elimination of Aspergillus parasiticus from nut surface with low pressure cold plasma (LPCP) treatment. Food Microbiol. 2008, 25, 626–632. [CrossRef] [PubMed]
- Misra, N.N.; Patil, S.; Moiseev, T.; Bourke, P.; Mosnier, J.P.; Keener, K.M.; Cullen, P.J. In-package atmospheric pressure cold plasma treatment of strawberries. J. Food Eng. 2014, 125, 131–138. [CrossRef]
- Heo, N.S.; Lee, M.-K.; Kim, G.W.; Lee, S.J.; Park, J.Y.; Park, T.J. Microbial inactivation and pesticide removal by remote exposure of atmospheric air plasma in confined environments. J. Biosci. Bioeng. 2014, 117, 81–85. [CrossRef] [PubMed]
- Wang, R.; Nian, W.; Wu, H.; Feng, H.; Zhang, K.; Zhang, J.; Zhu, W.; Becker, K.; Fang, J. Atmospheric-pressure cold plasma treatment of contaminated fresh fruit and vegetable slices: Inactivation and physiochemical properties evaluation. Eur. Phys. J. D-Atomic Mol. Opt. Plasma Phys. 2012, 66, 1–7. [CrossRef]
- Edelblute, C.M.; Malik, M.A.; Heller, L.C. Antibacterial efficacy of a novel plasma reactor without an applied gas flow against methicillin resistant Staphylococcus aureus on diverse surfaces. Bioelectrochemistry 2016, 112, 106–111. [CrossRef] [PubMed]
- Min, S.C.; Roh, S.H.; Niemira, B.A.; Sites, J.E.; Boyd, G.; Lacombe, A. Dielectric barrier discharge atmospheric cold plasma inhibits Escherichia coli o157:H7, Salmonella, Listeria monocytogenes, and tulane virus in romaine lettuce. Int. J. Food Microbiol. 2016, 237, 114–120. [CrossRef] [PubMed]
- Ni, Y.; Lynch, M.; Modic, M.; Whalley, R.; Walsh, J. A solar powered handheld plasma source for microbial decontamination applications. J. Phys. D: Appl. Phys. 2016, 49, 355203. [CrossRef]
- Doubla, A.; Laminsi, S.; Nzali, S.; Njoyim, E.; Kamsu-Kom, J.; Brisset, J.L. Organic pollutants abatement and biodecontamination of brewery effluents by a non-thermal quenched plasma at atmospheric pressure. Chemosphere 2007, 69, 332–337. [CrossRef] [PubMed]
- Li, Z.G.; Hu, Z.; Cao, P.; Zhao, H.J. Decontamination of 2-chloroethyl ethyl sulfide by pulsed corona plasma. Plasma Sci. Technol. 2014, 16, 1054–1058. [CrossRef]
- Jiang, B.; Zheng, J.; Qiu, S.; Wu, M.; Zhang, Q.; Yan, Z.; Xue, Q. Review on electrical discharge plasma technology for wastewater remediation. Chem. Eng. J. 2014, 236, 348–368. [CrossRef]
- Lukes, P.; Brisset, J.-L.; Locke, B.R. Biological effects of electrical discharge plasma in water and in gas–liquid environments. In Plasma Chemistry and Catalysis in Gases and Liquids; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; pp. 309–352.
- Machala, Z.; Chládeková, L.; Pelach, M. Plasma agents in bio-decontamination by DC discharges in atmospheric air. J. Phys. D: Appl. Phys. 2010, 43, 222001. [CrossRef]
- Niemira, B.A. Cold plasma decontamination of foods. Annu. Rev. Food Sci. Technol. 2012, 3, 125–142. [CrossRef]
- Moisan, M.; Barbeau, J.; Crevier, M.-C.; Pelletier, J.; Philip, N.; Saoudi, B. Plasma sterilization. Methods and mechanisms. Pure Appl. Chem. 2002, 74, 349–358.
- Karaca, H.; Velioglu, Y.S.; Nas, S. Mycotoxins: Contamination of dried fruits and degradation by ozone. Toxin Rev. 2010, 29, 51–59. [CrossRef]
- Laurita, R.; Barbieri, D.; Gherardi, M.; Colombo, V.; Lukes, P. Chemical analysis of reactive species and antimicrobial activity of water treated by nanosecond pulsed DBD air plasma. Clin. Plasma Med. 2015, 3, 53–61. [CrossRef]
- Beckman, J.S.; Koppenol, W.H. Nitric oxide, superoxide, and peroxynitrite: The good, the bad, and ugly. Am. J. Physiol.-Cell Physiol. 1996, 271, C1424–C1437.
- Naitali, M.; Herry, J.M.; Hnatiuc, E.; Kamgang, G.; Brisset, J.L. Kinetics and bacterial inactivation induced by peroxynitrite in electric discharges in air. Plasma Chem. Plasma Process. 2012, 32, 675–692. [CrossRef]
- Naïtali, M.; Kamgang-Youbi, G.; Herry, J.-M.; Bellon-Fontaine, M.-N.; Brisset, J.-L. Combined effects of long-living chemical species during microbial inactivation using atmospheric plasma-treated water. Appl. Environ. Microbiol. 2010, 76, 7662–7664. [CrossRef] [PubMed]
- Niemira, B.A.; Gutsol, A. Nonthermal plasma as a novel food processing technology. Nonthermal Process. Technol. Food 2011, 272–288.
- Chirokov, A.; Gutsol, A.; Fridman, A. Atmospheric pressure plasma of dielectric barrier discharges. Pure Appl. Chem. 2005, 77, 487–495. [CrossRef]
- Laroussi, M.; Lu, X. Room-temperature atmospheric pressure plasma plume for biomedical applications. Appl. Phys. Lett. 2005, 87, 113902. [CrossRef]
- Smet, C.; Noriega, E.; Rosier, F.; Walsh, J.; Valdramidis, V.; Van Impe, J. Influence of food intrinsic factors on the inactivation efficacy of cold atmospheric plasma: Impact of osmotic stress, suboptimal pH and food structure. Innovative Food Sci. Emerg. Technol. 2016, 38, 393–406. [CrossRef]
- Smet, C.; Noriega, E.; Rosier, F.; Walsh, J.; Valdramidis, V.; Van Impe, J. Impact of food model (micro) structure on the microbial inactivation efficacy of cold atmospheric plasma. Int. J. Food Microbiol. 2017, 240, 47–56. [CrossRef] [PubMed]
- Ito, M.; Ohta, T.; Hori, M. Plasma agriculture. J. Korean Phys. Soc. 2012, 60, 937–943. [CrossRef]
- Zahoranova, A.; Henselova, M.; Hudecova, D.; Kalinakova, B.; Kovacik, D.; Medvecka, V.; Cernak, M. Effect of cold atmospheric pressure plasma on the wheat seedlings vigor and on the inactivation of microorganisms on the seeds surface. Plasma Chem. Plasma Process. 2016, 36, 397–414. [CrossRef]
- Pignata, C.; D’Angelo, D.; Basso, D.; Cavallero, M.C.; Beneventi, S.; Tartaro, D.; Meineri, V.; Gilli, G. Low-temperature, low-pressure gas plasma application on Aspergillus brasiliensis, Escherichia coli and pistachios. J. Appl. Microbiol. 2014, 116, 1137–1148. [CrossRef] [PubMed]
- Jouany, J.P. Methods for preventing, decontaminating and minimizing the toxicity of mycotoxins in feeds. Anim. Feed Sci. Technol. 2007, 137, 342–362. [CrossRef]
- Abdel-Wahhab, M.; Kholif, A. Mycotoxins in animal feeds and prevention strategies: A review. Asian J. Anim. Sci. 2010, 4, 113–131. [CrossRef]
- Beaver, R.W. Decontamination of mycotoxin-containing foods and feedstuffs. Trends Food Sci. Technol. 1991, 2, 170–173. [CrossRef]
- Varga, J.; Tóth, B. Novel strategies to control mycotoxins in feeds: A review. Acta Veterinaria Hungarica 2005, 53, 189–203. [CrossRef] [PubMed]
- Kabak, B.; Dobson, A.D. Biological strategies to counteract the effects of mycotoxins. J. Food Prot. 2009, 72, 2006–2016. [CrossRef] [PubMed]
- Smith, T.; Girish, C. Prevention and control of animal feed contamination by mycotoxins and reduction of their adverse effects in livestock. In Animal Feed Contamination; Wooodhead Publishing limited: Cambridge, UK, 2012.
- Avantaggiato, G.; Havenaar, R.; Visconti, A. Evaluation of the intestinal absorption of deoxynivalenol and nivalenol by an in vitro gastrointestinal model, and the binding efficacy of activated carbon and other adsorbent materials. Food Chem. Toxicol. 2004, 42, 817–824. [CrossRef] [PubMed]
- Meister, U.; Springer, M. Mycotoxins in cereals and cereal products—occurrence and changes during processing. J. Appl. Bot. Food Qual. 2004, 78, 168–173.
- Park, J.; Scott*, P.; Lau, B.-Y.; Lewis, D. Analysis of heat-processed corn foods for fumonisins and bound fumonisins. Food Addit. Contam. 2004, 21, 1168–1178. [CrossRef] [PubMed]
- Scott, P.; Lawrence, G. Stability and problems in recovery of fumonisins added to corn-based foods. J. AOAC Int. 1993, 77, 541–545.
- Calado, T.; Venâncio, A.; Abrunhosa, L. Irradiation for mold and mycotoxin control: A review. Compr. Rev. Food Sci. Food Saf. 2014, 13, 1049–1061. [CrossRef]
- Kottapalli, B.; Wolf-Hall, C.E.; Schwarz, P.; Schwarz, J.; Gillespie, J. Evaluation of hot water and electron beam irradiation for reducing Fusarium infection in malting barley. J. Food Prot. 2003, 66, 1241–1246. [CrossRef] [PubMed]
- Jubeen, F.; Bhatti, I.A.; Khan, M.Z.; Zahoor-Ul, H.; Shahid, M. Effect of UVC irradiation on aflatoxins in ground nut (Arachis hypogea) and tree nuts (Juglans regia, Prunus duclus and Pistachio vera). J. Chem. Soc. Pak. 2012, 34, 1366–1374.
- Mao, J.; He, B.; Zhang, L.X.; Li, P.W.; Zhang, Q.; Ding, X.X.; Zhang, W. A structure identification and toxicity assessment of the degradation products of aflatoxin B1 in peanut oil under UV irradiation. Toxins 2016, 8, 332. [CrossRef] [PubMed]
- Liu, R.; Jin, Q.; Tao, G.; Shan, L.; Huang, J.; Liu, Y.; Wang, X.; Mao, W.; Wang, S. Photodegradation kinetics and byproducts identification of the aflatoxin B1 in aqueous medium by ultra-performance liquid chromatography–quadrupole time-of-flight mass spectrometry. J. Mass Spectrom. 2010, 45, 553–559. [CrossRef] [PubMed]
- Liu, R.; Jin, Q.; Tao, G.; Shan, L.; Liu, Y.; Wang, X. LC–MS and UPLC–quadrupole time-of-flight MS for identification of photodegradation products of aflatoxin B1. Chromatographia 2012, 71, 107–112. [CrossRef]
- Zhu, Y.; Koutchma, T.; Warriner, K.; Zhou, T. Reduction of patulin in apple juice products by UV light of different wavelengths in the UVC range. J. Food Prot. 2014, 77, 963–971. [CrossRef] [PubMed]
- Moreau, M.; Lescure, G.; Agoulon, A.; Svinareff, P.; Orange, N.; Feuilloley, M. Application of the pulsed light technology to mycotoxin degradation and inactivation. J. Appl.Toxicol. 2013, 33, 357–363. [CrossRef]
- Wang, B.; Mahoney, N.E.; Pan, Z.L.; Khir, R.; Wu, B.G.; Ma, H.L.; Zhao, L.M. Effectiveness of pulsed light treatment for degradation and detoxification of aflatoxin B1 and B2 in rough rice and rice bran. Food Control 2016, 59, 461–467. [CrossRef]
- Grenier, B.; Loureiro-Bracarense, A.-P.; Leslie, J.F.; Oswald, I.P. Physical and chemical methods for mycotoxin decontamination in maize. Mycotoxin Reduct. Grain Chains 2014, 116–129.
- Hoogenboom, L.; Tulliez, J.; Gautier, J.-P.; Coker, R.; Melcion, J.-P.; Nagler, M.; Polman, T.H.; Delort-Laval, J. Absorption, distribution and excretion of aflatoxin-derived ammoniation products in lactating cows. Food Addit. Contam. 2001, 18, 47–58. [CrossRef] [PubMed]
- Allameh, A.; Safamehr, A.; Mirhadi, S.A.; Shivazad, M.; Razzaghi-Abyaneh, M.; Afshar-Naderi, A. Evaluation of biochemical and production parameters of broiler chicks fed ammonia treated aflatoxin contaminated maize grains. Anim. Feed Sci. Technol. 2005, 122, 289–301. [CrossRef]
- Millán, T.F.; Martinez, Y.A. Efficacy and stability of ammoniation process as aflatoxin B1 decontamination technology in rice. Archivos Latinoamer. Nutr. 2003, 53, 287–292.
- Luo, X.; Wang, R.; Wang, L.; Li, Y.; Wang, Y.; Chen, Z. Detoxification of aflatoxin in corn flour by ozone. J. Sci. Food Agric. 2014, 94, 2253–2258. [CrossRef] [PubMed]
- Diao, E.; Hou, H.; Chen, B.; Shan, C.; Dong, H. Ozonolysis efficiency and safety evaluation of aflatoxin B1 in peanuts. Food Chem. Toxicol. 2013, 55, 519–525. [CrossRef] [PubMed]
- Wang, L.; Luo, Y.P.; Luo, X.H.; Wang, R.; Li, Y.F.; Li, Y.N.; Shao, H.L.; Chen, Z.X. Effect of deoxynivalenol detoxification by ozone treatment in wheat grains. Food Control 2016, 66, 137–144. [CrossRef]
- Phillips, T.; Clement, B.; Kubena, L.; Harvey, R. Detection and detoxification of aflatoxins: Prevention of aflatoxicosis and aflatoxin residues with hydrated sodium calcium aluminosilicate. Vet. Hum. Toxicol. 1989, 32, 15–19.
- Huwig, A.; Freimund, S.; Käppeli, O.; Dutler, H. Mycotoxin detoxication of animal feed by different adsorbents. Toxicol. Lett. 2001, 122, 179–188. [CrossRef]
- Carson, M.S.; Smith, T.K. Role of bentonite in prevention of T-2 toxicosis in rats. J. Anim. Sci. 1983, 57, 1498–1506. [CrossRef] [PubMed]
- Moshtaghian, J.; Parsons, C.M.; Leeper, R.W.; Harrison, P.C.; Koelkebeck, K.W. Effect of sodium aluminosilicate on phosphorus utilization by chicks and laying hens. Poult. Sci. 1991, 70, 955–962. [CrossRef]
- Smith, T.K. Influence of dietary fiber, protein and zeolite on zearalenone toxicosis in rats and swine. J. Anim. Sci. 1980, 50, 278–285. [CrossRef] [PubMed]
- Yiannikouris, A.; André, G.; Buléon, A.; Jeminet, G.; Canet, I.; François, J.; Bertin, G.; Jouany, J.-P. Comprehensive conformational study of key interactions involved in zearalenone complexation with -D-glucans. Biomacromolecules 2004, 5, 2176–2185. [CrossRef] [PubMed]
- Hathout, A.S.; Aly, S.E. Biological detoxification of mycotoxins: A review. Ann. Microbiol. 2014, 64, 905–919. [CrossRef]
- Schallmey, M.; Singh, A.; Ward, O.P. Developments in the use of Bacillus species for industrial production. Can. J. Microbiol. 2004, 50, 1–17. [CrossRef] [PubMed]
- Rodriguez, H.; Reveron, I.; Doria, F.; Costantini, A.; De las Rivas, B.; Munoz, R.; Garcia-Moruno, E. Degradation of ochratoxin a by Brevibacterium species. J. Agric. Food Chem. 2011, 59, 10755–10760. [CrossRef] [PubMed]
- Samuel, M.S.; Sivaramakrishna, A.; Mehta, A. Degradation and detoxification of aflatoxin B1 by Pseudomonas putida. Int. Biodeterior. Biodegrad. 2014, 86, 202–209. [CrossRef]
- El-Deeb, B.A. Isolation and characterization of soil bacteria able to degrade zearalenone. J. Bot. 2005, 32, 3–30.
- Teniola, O.D.; Addo, P.A.; Brost, I.M.; Färber, P.; Jany, K.-D.; Alberts, J.F.; Van Zyl, W.H.; Steyn, P.S.; Holzapfel, W.H. Degradation of aflatoxin B1 by cell-free extracts of Rhodococcus erythropolis and Mycobacterium fluoranthenivorans sp. Nov. Dsm44556 t. Int. J. Food Microbiol. 2005, 105, 111–117. [CrossRef] [PubMed]
- Brodehl, A.; Möller, A.; Kunte, H.-J.; Koch, M.; Maul, R. Biotransformation of the mycotoxin zearalenone by fungi of the genera Rhizopus and Aspergillus. FEMS Microbiol. Lett. 2014, 359, 124–130. [CrossRef] [PubMed]
- Kusumaningtyas, E.; Widiastuti, R.; Maryam, R. Reduction of aflatoxin B1 in chicken feed by using Saccharomyces cerevisiae, Rhizopus oligosporus and their combination. Mycopathologia 2006, 162, 307–311. [CrossRef] [PubMed]
- Chourasia, H.K.; Suman, S.K.; Jha, G.N. Microbial degradation of aflatoxin in maize: A biocontrol approach for management of preharvest aflatoxin contamination. J. Mycol. Plant Pathol. 2011, 41, 408.
- Garda-Buffon, J.; Kupski, L.; Badiale-Furlong, E. Deoxynivalenol (DON) degradation and peroxidase enzyme activity in submerged fermentation. Food Sci. Technol. (Camp.) 2011, 31, 198–203. [CrossRef]
- Molnar, O.; Schatzmayr, G.; Fuchs, E.; Prillinger, H. Trichosporon mycotoxinivorans sp. nov., a new yeast species useful in biological detoxification of various mycotoxins. Syst. Appl. Microbiol. 2004, 27, 661–671. [CrossRef] [PubMed]
- Sangsila, A.; Faucet-Marquis, V.; Pfohl-Leszkowicz, A.; Itsaranuwat, P. Detoxification of zearalenone by Lactobacillus pentosus strains. Food Control 2016, 62, 187–192. [CrossRef]
- Misra, N.N.; Schlüter, O.; Cullen, P.J. Chapter 1 - plasma in food and agriculture. In Cold Plasma in Food and Agriculture; Academic Press: San Diego, CA, USA, 2016; pp. 1–16.
- Fellows, P.J. Food Processing Technology: Principles and Practice; Elsevier: Amsterdam, The Netherlands, 2009.
- Stark, A.-A.; Gal, Y.; Shaulsky, G. Involvement of singlet oxygen in photoactivation of aflatoxins B1 and B2 to DNA-binding forms in vitro. Carcinogenesis 1990, 11, 529–534. [CrossRef] [PubMed]
- Olszewski, P.; Li, J.; Liu, D.; Walsh, J. Optimizing the electrical excitation of an atmospheric pressure plasma advanced oxidation process. J. Hazard. Mater. 2014, 279, 60–66. [CrossRef] [PubMed]
- Castells, M.; Marin, S.; Sanchis, V.; Ramos, A. Fate of mycotoxins in cereals during extrusion cooking: A review. Food Addit. Contam. 2005, 22, 150–157. [CrossRef] [PubMed]
- Hale, O.; Wilson, D. Performance of pigs on diets containing heated or unheated corn with or without aflatoxin. J. Anim. Sci. 1979, 48, 1394–1400. [CrossRef] [PubMed]
- Petchkongkaew, A.; Taillandier, P.; Gasaluck, P.; Lebrihi, A. Isolation of Bacillus spp. from thai fermented soybean (Thua-nao): Screening for aflatoxin B1 and ochratoxin A detoxification. J. Appl. Microbiol. 2008, 104, 1495–1502. [CrossRef] [PubMed]
- Niderkorn, V.; Morgavi, D.P.; Aboab, B.; Lemaire, M.; Boudra, H. Cell wall component and mycotoxin moieties involved in the binding of fumonisin B1 and B2 by lactic acid bacteria. J. Appl. Microbiol. 2009, 106, 977–985. [CrossRef] [PubMed]







.jpg&w=3840&q=75)