Higher Profitability through Automatic Control of the Moisture Content of Animal Feeds
Published: December 3, 2014
By: Stefan Hoh, Product Manager Feed, Bühler AG Uzwil/Switzerland
In animal feed production, accurate measurement and fine-tuning of the moisture content in the ongoing process ensures a consistently high product quality, reduces the operating costs, and increases margins.
The moisture content of animal feeds to a great extent determines the quality of the end product and the margins that a feed producer can achieve. Though the maximum moisture content of feeds is prescribed by law, their actual moisture values are often substantially lower. This is primarily due to the fact that the fine-tuning of the moisture content is an extremely complex matter and that animal feed producers therefore prefer to observe a safety margin in order to avoid exceeding the maximum legal value.
On the other hand, a higher and constant moisture content would ensure a consistently high product quality, reduce the raw material requirement, and therefore boost a feed manufacturer’s profit.
Optimal moisture content achieved through Bühler NIR technology
In order to reliably control the moisture content of the product, it must be accurately measured in the ongoing process and if necessary be adjusted. But whereas measurement systems based on microwave technology offer only about 2 percent measurement accuracy and other NIR solutions 0.5 percent, the measurement accuracy of the Bühler Multi-Online NIR System (DCMA) is 0.3 percent standard deviation. This enables feed manufacturers to perceptibly reduce the safety margin commonly applied up to now.
In order to reliably control the moisture content of the product, it must be accurately measured in the ongoing process and if necessary be adjusted. But whereas measurement systems based on microwave technology offer only about 2 percent measurement accuracy and other NIR solutions 0.5 percent, the measurement accuracy of the Bühler Multi-Online NIR System (DCMA) is 0.3 percent standard deviation. This enables feed manufacturers to perceptibly reduce the safety margin commonly applied up to now.
Reduced energy consumption cuts operating costs
In addition to the higher margins resulting from a reduced raw material requirement, the DCMA also cuts operating costs: The optimized moisture content of the product reduces the mechanical energy input into the pellet mill and therefore also the energy costs.
In addition to the higher margins resulting from a reduced raw material requirement, the DCMA also cuts operating costs: The optimized moisture content of the product reduces the mechanical energy input into the pellet mill and therefore also the energy costs.
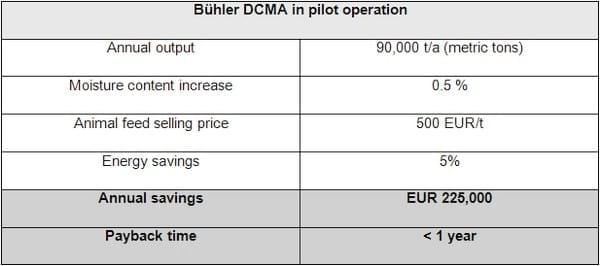
DCMA in the field: fast ROI after only one year
The significant potential of the DCMA for sustainably increasing profits and reducing costs is demonstrated by its pilot operation at the plant of a renowned animal feed manufacturer: With an annual output of 90,000 metric tons, moisture content optimization enabled this producer to cut their costs by about EUR 225,000 a year. The producer’s project manager is also highly satisfied, saying: “Beside substantial raw material savings, the Bühler DCMA has also reduced the energy consumption of our plant by about 5 percent. This means a very fast return on our capital investment.” Indeed, the payback time in this concrete case was less than one year, and it can be further reduced as throughput rates increase.
The significant potential of the DCMA for sustainably increasing profits and reducing costs is demonstrated by its pilot operation at the plant of a renowned animal feed manufacturer: With an annual output of 90,000 metric tons, moisture content optimization enabled this producer to cut their costs by about EUR 225,000 a year. The producer’s project manager is also highly satisfied, saying: “Beside substantial raw material savings, the Bühler DCMA has also reduced the energy consumption of our plant by about 5 percent. This means a very fast return on our capital investment.” Indeed, the payback time in this concrete case was less than one year, and it can be further reduced as throughput rates increase.
Bühler DCMA: complete system for moisture testing and control
The Bühler Multi-Online NIR System DCMA is a complete system that has been purpose-designed for industrial applications and consists of the measurement probes, a water addition system, and an automation solution (hardware, software, and visualization). The NIR measurement probe is installed directly inside the batch mixer or fitted to the upper surge (buffer) hopper of the pellet mill. The process adapter additionally allows easy sampling as well as measurement of the temperature as an option.
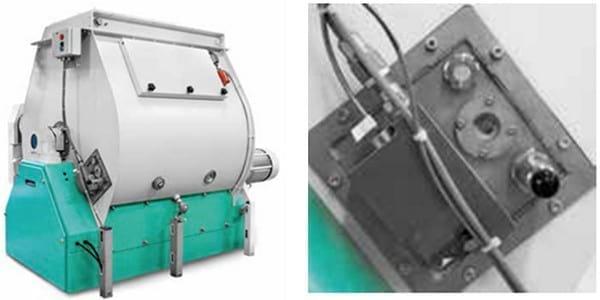
1- Process adapter installed at the batch mixer. 2- Process adapter with measurement probe, sampler, and temperature probe (optional).
The water additive system that is integrated in the complete solution automatically adjusts the moisture content of the feed during the ongoing process. The moisture is also corrected directly inside the batch mixer by addition of water or a water additive solution. In order to improve the moisture absorption rate and shelf life of the product, it is possible to admix an additive at a rate of 0.5-3% to the water.
The required sensitive microelectronic system with NIR spectrometer and optional multiplexer (for integration of as many as six measurement probes) is located in a separate control cabinet – securely sheltered from external influences of the product environment. A feed-specific calibration model secured against interference provides the basis for accurate measurement and automated adjustment of the moisture content.
Conclusion & outlook: the next step toward Industry 4.0
The online testing and adjustment of the moisture content of animal feeds in the ongoing process and seamless integration in the process control system offers feed manufacturers great potential for cutting costs and increasing margins. At the same time, real-time evaluation of measurement probe readings and smart networking of the production equipment and process control system allow significant progress to be made in boosting the flexibility and efficiency of production plants.
The online testing and adjustment of the moisture content of animal feeds in the ongoing process and seamless integration in the process control system offers feed manufacturers great potential for cutting costs and increasing margins. At the same time, real-time evaluation of measurement probe readings and smart networking of the production equipment and process control system allow significant progress to be made in boosting the flexibility and efficiency of production plants.
Thus, by reducing the raw material requirement as well as the energy consumption, it is possible to realize particularly resource-saving production processes and – thanks to advances in automation technology – to avoid error-prone manual activities. In all, this marks yet another step toward the Smart Factory of Industry 4.0 – also in the animal feed industry.
Related topics:
Authors:

Bühler Group
Recommend
Comment
Share

20 de abril de 2015
Is this only applicable for Animal feeds? What about in Aqua Feeds?
Recommend
Reply

Would you like to discuss another topic? Create a new post to engage with experts in the community.





You may be interested in
.jpg&w=3840&q=75)