Utilization of Expanders to Maximize Oil Recovery on Pre-Press Cake
Published: October 31, 2017
By: Eric Stibora, Chemical Engineer, Director of Capital Equipment Sales & Marketing at Anderson International Corp.
The chemical extraction of edible oils with hexane as a solvent is the most widely utilized process in the industry for high production applications, over 500 tons per day. The top three oilseeds by production volume are soybean, rapeseed/canola, and sunflower respectively. Prior to extraction, these oilseeds are subjected to a number of preparation steps aimed at making oil recovery as efficient as possible in the extractor while minimizing operating costs. One of the most effective tools in this respect is the expander, but little work has been done to date to fully understand its benefits on any materials beyond soybean in solvent extraction applications.

Solvent extraction is a method for extracting lipids from oil bearing materials using a lipophilic solvent, hexane in most applications. The actual extraction of the oil from the material being processed is just one of many steps in the overall process. The steps prior to extraction are collectively referred to as preparation and are intended to help maximize oil recovery in the extractor. After the extraction has taken place, steam is used to vaporize off the hexane from both products, oil and meal, and is then condensed back to a liquid state to be reused in the process. Even with the most efficient solvent recovery systems, some solvent still escapes to the atmosphere and with the products. The preparation steps can vary with the material being processed, but the extraction and solvent recovery operations remain relatively consistent across applications.
Modern solvent extractors consist of large, compartmentalized vessels. Each compartment rotates continuously throughout the vessel in a closed loop. The material to be extracted is introduced at what can be referred to as the first stage of the extractor and the material will leave with most of the oil removed at the last stage of the extractor. The pure solvent is introduced at the last stage of the extractor, right before the material exits the system. This is done so that the purest solvent is used for the final extraction stage where oil recovery is most difficult. Any oil removed and the solvent from the last stage are pumped backwards to the second to last stage and so forth. The solvent carries all the extracted oil with it and becomes less concentrated in each stage until the solvent and solute finally leave the extractor at the bottom of stage one, where the solids are first introduced to the system. The mixture of extracted oil and solvent is called miscella. In the oilseed industry this type of extractor is referred to as a continuous, counter current extractor and is the most efficient means for extracting lipids from oilseeds in terms of oil recovery, but the efficiency of the extractor is highly dependent on the preceding preparation steps.
Preparation in oilseed processing can be broken up into three major categories, cleaning, heat treatment, and size reduction. Cleaning is usually done as early in the process as possible since its goal is to remove any foreign material from the processing system. Not only does this prevent the system from wasting energy on processing trash, but it also purifies the raw material resulting in higher value end products. Since the meal is valued based on protein content, any non-proteinaceous material that is removed results in a higher valued product. The foreign material is separated from the raw material based on differences in particle size, density, and ferrous content. Rotary and vibrating screeners are used to separate particles based on size while air is commonly used to separate particles based on density. Any ferrous materials are removed via high strength magnets.
Heat treatment is used in oilseed preparation to remove excess moisture (drying), altar the protein structure in the oilseed, denature enzymes harmful to the final product quality, soften the material, and to reduce the oil viscosity for easier removal. Excess moisture above 10-12% not only promotes mold/bacterial growth within the oilseed, but also inhibits the ability of the hydrophobic solvent from interacting with the oilseed, thus reducing oil recovery efficiency. The material is typically fed to the extractor at or below 10% moisture for this reason. Heat is also used to soften the material prior to size reduction to reduce the mechanical energy required to break the material apart and to limit the generation of fines. The higher temperature also reduces the oil viscosity which helps in oil removal from the oilseed. Lastly, heat is used to denature proteins and enzymes. The oilseeds have evolved natural defenses to prevent animals from digesting them. Heat treatment can render these enzymes harmless and also increase the digestibility of favorable proteins by beginning to break down their quaternary and tertiary structures. This results in a higher value ingredients for animal feed production. The heat is typically provide by the latent heat of condensation from steam. The steam is supplied to a pressure vessel and heat transfer occurs indirectly across a metal surface. A fan is sometime used to promote the removal of saturated air during drying operations.
Size reduction steps, as the name implies, are mechanical processes designed to break the raw material into smaller pieces. In order to remove the oil the solvent must permeate through the solid material and dissolve the oil out. To make this more difficult, Mother Nature has trapped the oil within oil bodies inside cellular membranes for added protection. Therefore, the size reduction steps not only break the oilseed into smaller particles, they also attempt to shear open the oil containing bodies within the cellular structure through mechanical shearing. The more shearing the material is subjected to and the smaller the particle size, the easier it is for the solvent to recover the oil. The standard size reduction equipment in the oilseed industry consists of roller mills designed to break apart and eventually flatten the material into a thin, round flake to maximize exposed surface area. Until the 1960s, the flake was the preferred structure for soybean entering the extractor, but the introduction of the expander into oilseed processing changed all that.
Expanders are interrupted flight screw machines that generate a high pressure and high shear environment to perform work on a material in various applications. An electric motor supplies the power through a gear box or v-belt drive to rotate a shaft within a fixed and sealed tube of continuous diameter. The gear box or v-belt drive achieves the desired shaft speed for a given application and acts as a torque multiplier. The shaft uses the supplied energy to propel the material forward, compress, mix, impart shear, and to extrude the material through the discharge. Interruptions in the shaft create low pressure zones where stationary pins can be added to induce turbulence or fluids can be injected. The discharge of the machine is fitted with an adjustable orifice called a choke, which is used to control the pressure at the end of the machine and to aid in the formation of a specific shape for the final product.
In solvent extraction the expander is used to form soybean flakes into a dense, yet highly porous structure for improved extraction efficiency in the extractor. Inside of the expander the soybean is shredded and mixed into a fluidized mass. Steam is injected to cook the proteins and starches, as well as to elevate the temperature above the boiling point of water. At the discharge a cone or die plate with circular openings is used to generate even higher pressures and to form the material into a rope of material about ½” in diameter (10-12 mm). As the hot material, above 220-240°F (105-115°C), exits the high pressure environment of the expander, the drop in pressure causes the super-heated water to quickly vaporize off of the material. As the water escapes, it forms a network of pores throughout the material that are conducive to solvent permeation through the solid. The escaping steam draws a lot of heat off of the material, which causes the now cooked proteins and starches to harden into a firm structure. Additional cooling in a forced air vessel further solidifies the product and assures the material is below the boiling point of the solvent before it is sent to the extractor.
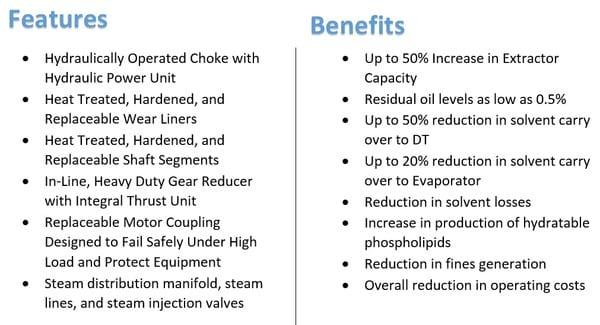
As a result of the increased density and porosity created by the expander the solvent plant can see up to a 50% increase in capacity, 40% reduction in solvent hold-up in the solid product, 20% reduction of solvent carry-over in the liquid product, and residual oil levels as low as 0.5-0.7%. The expanded product can be 50% more dense than flakes depending on the type of expander used. Therefore, you can squeeze 50% more material into the same space allowing for dramatic increases in rates. The added porosity of the material allows for better drainage of the solvent through the material despite the higher density. Better drainage results in less solvent left in the solid product, lowest possible residual oil levels in the meal, and less solvent required overall per ton of material processed. While the benefits are well accepted in soybean applications, little work has been done exploring the use of expanders on other solvent extraction applications.
Preparation in oilseed processing can be broken up into three major categories, cleaning, heat treatment, and size reduction. Cleaning is usually done as early in the process as possible since its goal is to remove any foreign material from the processing system. Not only does this prevent the system from wasting energy on processing trash, but it also purifies the raw material resulting in higher value end products. Since the meal is valued based on protein content, any non-proteinaceous material that is removed results in a higher valued product. The foreign material is separated from the raw material based on differences in particle size, density, and ferrous content. Rotary and vibrating screeners are used to separate particles based on size while air is commonly used to separate particles based on density. Any ferrous materials are removed via high strength magnets.
Heat treatment is used in oilseed preparation to remove excess moisture (drying), altar the protein structure in the oilseed, denature enzymes harmful to the final product quality, soften the material, and to reduce the oil viscosity for easier removal. Excess moisture above 10-12% not only promotes mold/bacterial growth within the oilseed, but also inhibits the ability of the hydrophobic solvent from interacting with the oilseed, thus reducing oil recovery efficiency. The material is typically fed to the extractor at or below 10% moisture for this reason. Heat is also used to soften the material prior to size reduction to reduce the mechanical energy required to break the material apart and to limit the generation of fines. The higher temperature also reduces the oil viscosity which helps in oil removal from the oilseed. Lastly, heat is used to denature proteins and enzymes. The oilseeds have evolved natural defenses to prevent animals from digesting them. Heat treatment can render these enzymes harmless and also increase the digestibility of favorable proteins by beginning to break down their quaternary and tertiary structures. This results in a higher value ingredients for animal feed production. The heat is typically provide by the latent heat of condensation from steam. The steam is supplied to a pressure vessel and heat transfer occurs indirectly across a metal surface. A fan is sometime used to promote the removal of saturated air during drying operations.
Size reduction steps, as the name implies, are mechanical processes designed to break the raw material into smaller pieces. In order to remove the oil the solvent must permeate through the solid material and dissolve the oil out. To make this more difficult, Mother Nature has trapped the oil within oil bodies inside cellular membranes for added protection. Therefore, the size reduction steps not only break the oilseed into smaller particles, they also attempt to shear open the oil containing bodies within the cellular structure through mechanical shearing. The more shearing the material is subjected to and the smaller the particle size, the easier it is for the solvent to recover the oil. The standard size reduction equipment in the oilseed industry consists of roller mills designed to break apart and eventually flatten the material into a thin, round flake to maximize exposed surface area. Until the 1960s, the flake was the preferred structure for soybean entering the extractor, but the introduction of the expander into oilseed processing changed all that.
Expanders are interrupted flight screw machines that generate a high pressure and high shear environment to perform work on a material in various applications. An electric motor supplies the power through a gear box or v-belt drive to rotate a shaft within a fixed and sealed tube of continuous diameter. The gear box or v-belt drive achieves the desired shaft speed for a given application and acts as a torque multiplier. The shaft uses the supplied energy to propel the material forward, compress, mix, impart shear, and to extrude the material through the discharge. Interruptions in the shaft create low pressure zones where stationary pins can be added to induce turbulence or fluids can be injected. The discharge of the machine is fitted with an adjustable orifice called a choke, which is used to control the pressure at the end of the machine and to aid in the formation of a specific shape for the final product.
In solvent extraction the expander is used to form soybean flakes into a dense, yet highly porous structure for improved extraction efficiency in the extractor. Inside of the expander the soybean is shredded and mixed into a fluidized mass. Steam is injected to cook the proteins and starches, as well as to elevate the temperature above the boiling point of water. At the discharge a cone or die plate with circular openings is used to generate even higher pressures and to form the material into a rope of material about ½” in diameter (10-12 mm). As the hot material, above 220-240°F (105-115°C), exits the high pressure environment of the expander, the drop in pressure causes the super-heated water to quickly vaporize off of the material. As the water escapes, it forms a network of pores throughout the material that are conducive to solvent permeation through the solid. The escaping steam draws a lot of heat off of the material, which causes the now cooked proteins and starches to harden into a firm structure. Additional cooling in a forced air vessel further solidifies the product and assures the material is below the boiling point of the solvent before it is sent to the extractor.
As a result of the increased density and porosity created by the expander the solvent plant can see up to a 50% increase in capacity, 40% reduction in solvent hold-up in the solid product, 20% reduction of solvent carry-over in the liquid product, and residual oil levels as low as 0.5-0.7%. The expanded product can be 50% more dense than flakes depending on the type of expander used. Therefore, you can squeeze 50% more material into the same space allowing for dramatic increases in rates. The added porosity of the material allows for better drainage of the solvent through the material despite the higher density. Better drainage results in less solvent left in the solid product, lowest possible residual oil levels in the meal, and less solvent required overall per ton of material processed. While the benefits are well accepted in soybean applications, little work has been done exploring the use of expanders on other solvent extraction applications.
After soybean, canola and sunflower are the next two most widely processed oilseeds worldwide with solvent extraction being the most widely utilized processing method. While soybean only contains 18-20% oil by weight, canola and sunflower contain 40% or more. The higher oil content of these materials requires an additional preparation step not seen in soy processing, called pre-pressing, before the material is sent to the extractor. During the pre-pressing step the oil content of the material is reduced to 15-20% oil by mass in a screw press. Like an expander, a screw press is an interrupted flight screw machine that converts electrical energy into mechanical energy to perform work on a material using a screw within a fixed barrel. Unlike an expander, a screw press has a perforated barrel which allows for the separation of an uncompressible liquid from a compressible solid. By reducing the oil level in these high oil content oilseeds to an equal level as in soybean, solvent processors are able to utilize the same extractor that would be used on soybean with modifications to the solvent flow and extractor speed.
The product from the screw press, or pre-press, is a densely packed cake of irregular shape. When this material is fed by gravity into the extractor it does not stack neatly on top of each other. Instead, the irregular shape of the cake can cause large pockets of unoccupied space depending on how the material lands in the extractor. These open areas can promote uneven flow of solvent or channeling through the bed of material. As the solvent flows from top to bottom through the bed of material it will seek the path of least resistant. If these open pockets exist the solvent will flow more heavily through these locations due to the lower resistance to flow and bypass the more densely packed areas of cake. The resulting decreased interaction of the solvent with the press cake results in higher solvent use per ton to compensate for this inefficiency as well as a reduction in oil recovery.
In addition to promoting inconsistent solvent flow, the structure of the pre-press cake is not very conducive to solvent penetration. In a soy plant the processor is either feeding a thin flake that is only 0.012-0.014” (0.3-0.35 mm) thick or the porous collet that is covered in openings to allow minimal resistance of flow through the material. When you contrast these two materials with pre-press cake that has been compressed into a dense sheet roughly ¼” (6 mm) thick, it is easy to see that the solvent would have the most difficulty penetrating the pre-press cake to remove the oil. Even after the solvent has finally made it into the pre-press cake, it still must drain out. The dense structure of the pre-press cake works against the processor in this regard as well, resulting in high solvent hold-up in the extractor products. An obvious solution would be to feed the pre-press cake to an expander and reform the press cake into a porous collet.
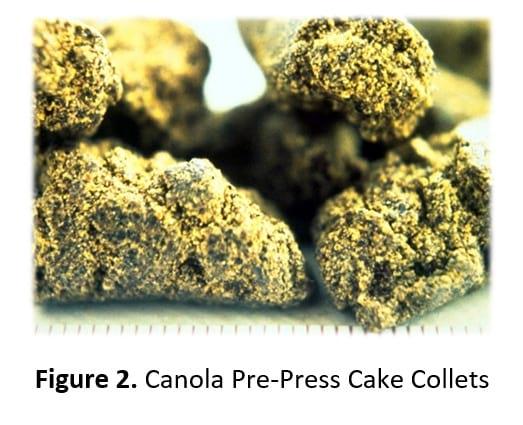
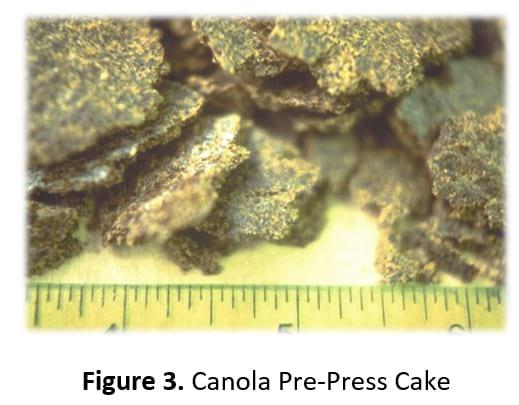
While expanders have been utilized on pre-press cake at the commercial scale, very little data has been shared on the results. In order to provide the industry with useful data on the subject, Anderson International funded trials at Texas A&M University to explore this very subject. For the trials, Texas A&M University compared the extraction results of canola pre-press cake with that of expanded canola pre-press cake on a Crown Model 2 countercurrent extractor. Prior to extraction the canola was cleaned, heated to 100°F +/- 10°F, flaked to 0.012”, cooked at 170-190°F for 10-15 minutes, dried to 4-6% moisture, and pre-pressed to 15-20% residual oil on average. One set of the pre-press cake was processed through an Anderson International pilot expander (Figure 1) to form collets (Figure 2) before being sent to the extractor while another set of pre-press cake (Figure 3) was sent directly to the extractor without further processing.

The trials looked at differences in extractor capacity, solvent use, oil recovery, and solvent holdup in the products to determine which material was better suited for solvent extraction.
For both the pre-press cake and collets the Crown Model 2 extractor (7.4 cubic foot capacity) was operated with a 50 minute retention time, a 1.8:1 (wt:wt) solvent (commercial hexane) to solids ratio, and at a temperature of 110-140°F +/- 10°F. The flow rate of hexane into the extractor was closely monitored throughout the extractor operation and observations indicated that approximately 50% more solvent was required for the collets to maintain the 1.8:1 ratio of solvent to feed material. This means that the extractor was accepting roughly 50% more collets by weight on a time basis than during the press cake run. The higher extractor rate for the collets can be attributed to the greater consistency of shape and size amongst the collets, which allows for better stacking within a fixed volume.
The products from the extractor, marc (meal with residual solvent) and miscella (product oil and solvent) were both sent directly to solvent recovery after extraction. The marc was sent to a Crown desolventizer/toaster with decks set for a meal depth of 3-5 inches with a product discharge temperature of 180-220°F +/- 10°F. Light sparge steam was applied to the top deck. The miscella was sent to an evaporator. The evaporated hexane from both solvent recovery steps was sent to a condenser and recycled back to the extractor. If the recycle was not enough to maintain the solvent to solids ratio in the feed, additional fresh hexane was added. During the pre-press cake run the extractor required twice as much make-up hexane to compensate for solvent loss compared to the collet run on a per mass basis. This may be attributed to the dense structure of the press cake, which could impede solvent recovery from the material. Additionally, the porous structure of the collet may enhance solvent recovery in the DT due to higher heat transfer efficiency.
Three samples of the final meal were taken from both trials to test for oil recovery. The pre-press cake results averaged a residual oil level of 2.03% while the collets averaged a residual oil level 0.60%. As expected, the collets gave up the oil much more readily than the pre-press cake. In an averaged sized solvent plant processing roughly 2,000 metric tons of canola per day, 330 days per year, and 24 hours per day a reduction of 2% down to just 1% in the final oil level of the meal (assuming 40% oil in the whole seed) can add up to just over 2 million dollars per year of additional revenue!
2,000 MTPD of Canola at 2.0% RO = 32,417.0 kg of oil/hr
2,000 MTPD of Canola at 1.5% RO = 32,649.6 kg of oil/hr
2,000 MTPD of Canola at 1.0% RO = 32,879.8 kg of oil/hr
→ For 2.0% ? 1.0% 462.8 kg of additional oil per hour
→ For 1.5% ? 1.0% 230.2 kg of additional oil per hour
Price of oil: $800.00 USD per ton
Price of meal: $220.00 USD per ton
Reduction in Meal RO from 2.0% down to 1.0%
→(800.00-220.00) X 0.4628 ton/hr X 24 hr/day X 330 days/year
→$2,125,918.08 per year of additional revenue
Reduction in Meal RO from 1.5% down to 1.0%?
→(800.00-220.00) X 0.2302 ton/hr X 24 hr/day X 330 days/year
→$1,057,448.72 per year of additional revenue
One could also argue that the increased oil yield from the collets was simply due to prep defect. Prep defect is an industry term used to refer to lower oil yields caused by inefficiencies in preparation. If an extractor is expected to produce a product with 1.0% RO with perfect preparation, but instead it produces a product that is 1.5% RO due to inefficiencies in preparation, the prep defect in this case would be 0.5%. The prep defect is measured in a plant by taking the product from the extractor, grinding it, and extracting it again. Any oil extracted in the second step would be considered oil yield lost due to a prep defect. Due to the high variation in raw material that comes with processing a biological material such as an oilseed, the sensitivity of the processing equipment to mechanical wear, and the large number of preparation steps almost all plants have some degree of prep defect at any given time. Very few pre-press plants operate consistently below 1.0% and whether or not this is due to prep defect, the expander has demonstrated an ability to correct for these inefficiencies.
While at a smaller scale, the trials conducted at Texas A&M clearly point towards numerous advantages for the processor when running the expanded product in their solvent plant verse traditional pre-press cake. The expanded product or collets generated significantly lower residual oil levels, lower solvent losses, and capacity increases of up to 50%! Though these tests were conducted on canola, similar benefits would be expected when processing pre-press cake from other high oil content materials such as sunflower, groundnuts (peanuts) and wet processed corn germ.
While at a smaller scale, the trials conducted at Texas A&M clearly point towards numerous advantages for the processor when running the expanded product in their solvent plant verse traditional pre-press cake. The expanded product or collets generated significantly lower residual oil levels, lower solvent losses, and capacity increases of up to 50%! Though these tests were conducted on canola, similar benefits would be expected when processing pre-press cake from other high oil content materials such as sunflower, groundnuts (peanuts) and wet processed corn germ.
Related topics:
Authors:

Anderson International Corp
Recommend
Comment
Share

27 de julio de 2023
Hi there, I've recently started working in an oilseed crushing plant in iran, I was wondering if I could have some pictures of what exactly happens inside the extruder.thank you
Recommend
Reply

5 de febrero de 2022
This was very helpful, guys, thank you very much.
Recommend
Reply

Would you like to discuss another topic? Create a new post to engage with experts in the community.





You may be interested in
.jpg&w=3840&q=75)