"You cannot improve what you do not control. You cannot control what you do not measure. You cannot measure what you do not define". (anonymous)
It is very difficult to know where to begin a discussion about feed mill efficiency. Perhaps a good place to start would be a definition of efficiency. The Encarta Dictionary: English (North America) defines efficiency as 1. Competence, the ability to do something well or achieve a desired result without wasted energy or effort. 2. Productive use of resources, the degree to which something is done well or without wasted energy. 3. Measure of a machine´s energy effectiveness, the ratio of the amount of energy used by a machine to the amount of work done by it. I believe each of these has a place in defining feed mill efficiency. If a feed manufacturer is concerned about ingredient, energy, equipment, and labor efficiency then the following must be taken into account.
I tell my students that there are three primary goals of animal feed production: greater nutrient utilization, increased animal performance, optimized resource use. Animal feed can be divided into five main categories: poultry, swine, beef, dairy, and aquaculture; and these can be further subdivided into several classifications: animals that supply meat-milk-eggs, and animals for reproduction (breeders). The users of animal feed expect that it is nutritionally complete, delivers desired animal performance, and is safe for animals and humans. The ultimate end-users of animal feed are the people who buy and consume animal products. This link is often overlooked by feed manufacturers.
There is no doubt that feed manufacturers are concerned about their Cost of Goods Produced and want to improve upon it. From a strictly selfish viewpoint improvement increases profit margin. From an unselfish viewpoint improvement lowers overall animal production costs and relieves some of the pressure on the cost of meat, milk and eggs. The most significant factor contributing to the Cost of Goods Produced for feed manufacturers is ingredient cost; including shipping, receiving, transfer and storage. An example would be the cost increases for maize and soy bean meal during the past year. In North Dakota (ND) we have seen increases of 45% and 51% respectively.
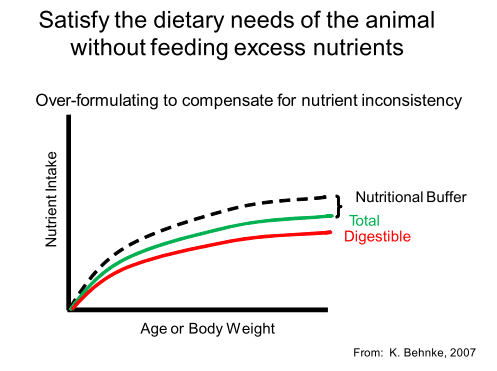
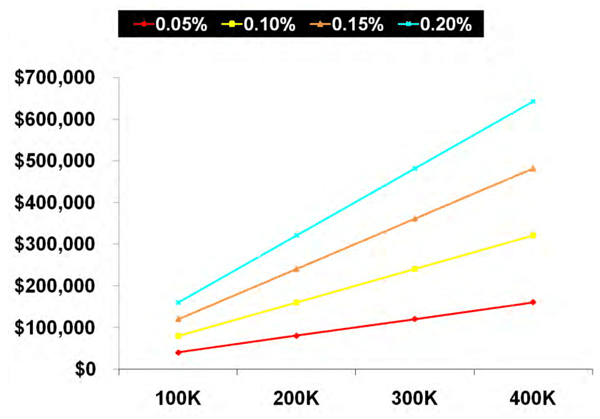
Before any improvement can be achieved the feed manufacturer must gain control. To do that he must define and measure what he wants to control. Behnke (2007) gave the following example in which he demonstrated the "cost" of the almost universal practice of over-formulating to compensate for nutrient variation (Figure 1). The nutrient requirements of animals are based on age, body weight and reproductive state. Nutritionists use over-formulation to protect against nutrient deficiency from ingredient variation, inaccuracies in proportioning and mixing, or a loss of uniformity during transfer and shipping. One way to lower the Cost of Goods Produced is to "satisfy the dietary needs of the animal without feeding excess nutrients". In his example Behnke used the cost of soybean meal as the ´standard´ for the cost of protein in a diet. For mid March 2008 in ND that price was $381/mt. With a protein content of .475% the price for protein was $802.10/mt. The model assumed that that the average protein content of all feeds produced was 18%; each feed was over-formulated by 0.2% protein, production was 400,000 tons/yr (8,000 tons/week x 50 weeks); so extra protein use was 800 tons (400,000 x .002) at a cost of $641,680 (800 tons x $802.10/ton). Substantial savings can be realized by taking control of the situation and decreasing or eliminating the practice of over-formulation (Figure 2). How to gain control of ingredient costs? Behnke suggested a three step plan. First, the quality assurance department should increase sampling frequency, reduce the time period from sample to results by using rapid assay technologies and incorporate real-time report generation. Second, the quality assurance, nutrition and purchasing departments should establish acceptable tolerances for ingredient variation and communicate them to suppliers. Create databases to track suppliers and purchase only from those who can remain in tolerance. Use Statistical Process Control or similar programs to tighten the upper and lower limits of variation. Third, use available computer technology to incorporate the real-time nutrient data into the formulation program for on-the-go reformulation and link to batching computer.
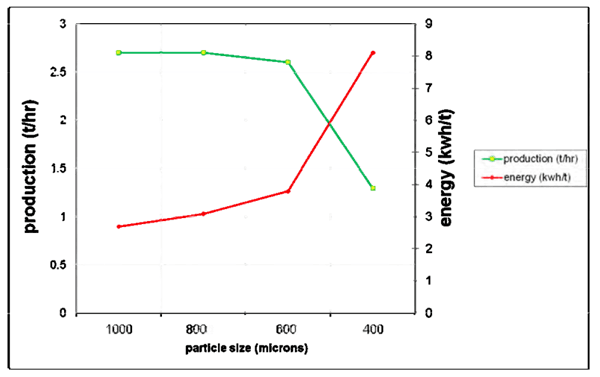
Ingredient particle size reduction (grinding) contributes to the Cost of Goods Produced through equipment, energy and time (labor) expenditures. Many ingredients require size reduction before they can be processed into feed. The size reduction provides increased surface area, leading to greater nutrient utilization, delivering increased animal performance. Size reduction may also be a requirement for further processes such as pelleting. The cost of size reduction is determined by the type of material undergoing reduction, the physical characteristics of the material, the size resulting from the reduction and of course the type of machine used. Wondra et al (1992) demonstrated the general relationships between production rate, energy consumption and particle size for a hammer mill (Figure 3) and concluded that greater size reduction requires more energy and time. Roller mills are more energy efficient than hammer mills when grinding friable materials; the advantage for corn is <5% at sizes smaller than 500 microns, becomes 25-30% at 800 microns, and increases to perhaps >80% at a size of 3000 microns (CPM, 1992).
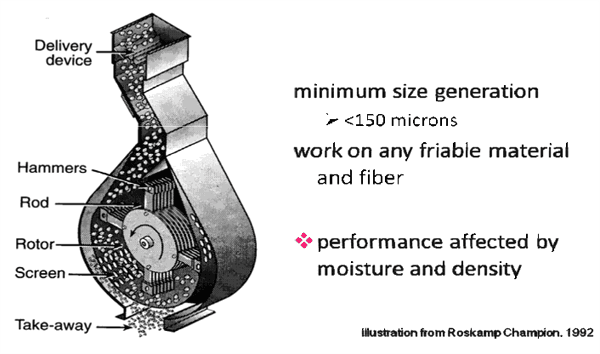
The hammer mill (Figure 4) remains the industry standard for size reduction. It is capable of reducing the particle size (grinding) of any friable material. Major points of emphasis include the number of hammers/Kw of motor power, their arrangement on the rotor, and screen area cm2/Kw of motor power. Improper hammer numbers and arrangement can decrease production rate. Too little screen area can result in decreased production rate and the heating of the product when it does not immediately exit the grinding chamber. Heating can cause moisture loss leading to excessive shrink and in worst case be a fire hazard. Particles retained in the grinding chamber lead to reduced production rate (increased time allocation) and an increase of smaller particles which tends to skew distribution towards smaller sizes.
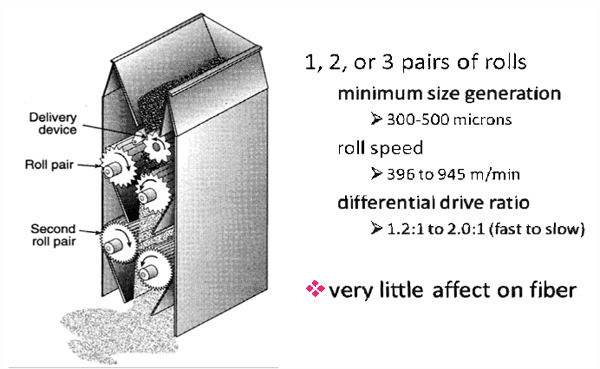
The roller mill (Figure 5) can be configured with up to three pairs of corrugated rolls mounted in series on-top of each other. Roller mills work best with friable products having uniform shape and size. They do not work well with mixed grains (dissimilar shape and size). Roller mills do not alter size of fiber materials. Size reduction is adjusted by changing the ´gap´ or opening between a roller pair. To enhance size reduction a differential drive can be used where one roller in a pair revolves faster than the other roller; such machines are referred to as roller grinders.
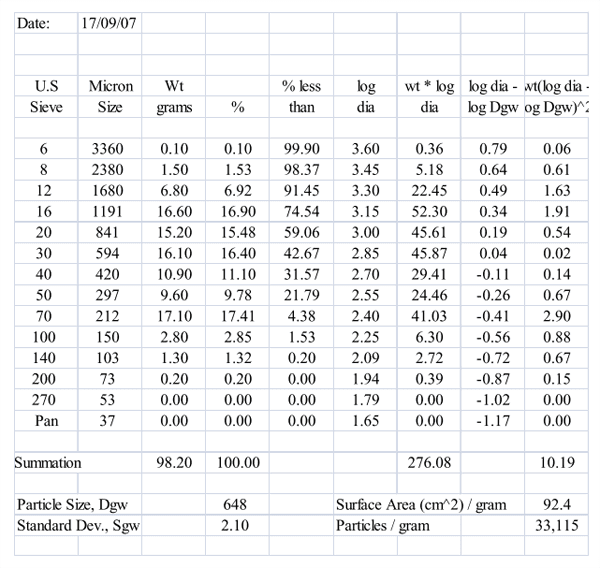
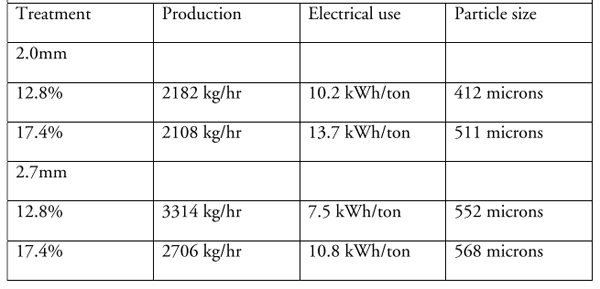
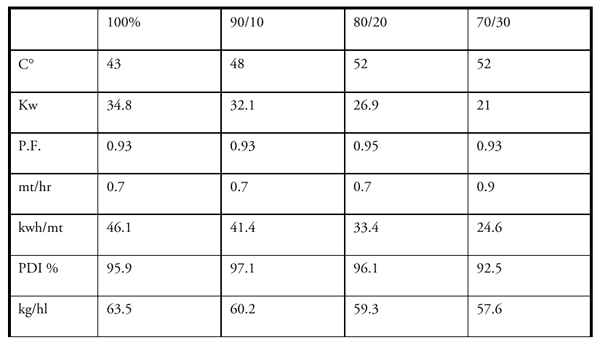
In order to improve the efficiency of the grinding operation we must be able to define and measure particle size quantitatively. This is done using ASAE Standard S319.3 (Figures 6 and 7). Herman and Loughin (2003) demonstrated the effects of screen size and moisture content on size reduction (Table 1). Elevated moisture content increased the cost (kWh/ton) of grinding 34% for the 2.0mm screen and 44% for the 2.7mm screen. Increasing screen size saved 36% for lower moisture content and 27% for higher moisture content. Elevated moisture content increased the time to grind 3.5% for the 2.0mm screen and 22.5% for the 2.7mm screen. Increasing screen size reduced time to grind 52% for the lower moisture content and 28.4% for the higher moisture content. Setting limits of acceptable ingredient moisture content and target particle sizes would improve machine efficiency, reduce the cost of grinding, and provide savings.
Pelleting is a process that provides physical, nutritional and economic benefits. It has been described and defined by many authors. Strictly speaking it is "agglomerated feeds formed by extruding individual ingredients or mixtures by compacting and forcing through die openings by any mechanical process" (California Pellet Mill, 1992). Perhaps a more user-friendly definition would be "compressing feed in meal form through holes in a metal die to form cylindrical pellets – to concentrate nutrients, ship and handle finished feeds more efficiently, and provide increased digestibility of certain nutrients, particularly carbohydrates and protein" (D. Castaldo, 2006).
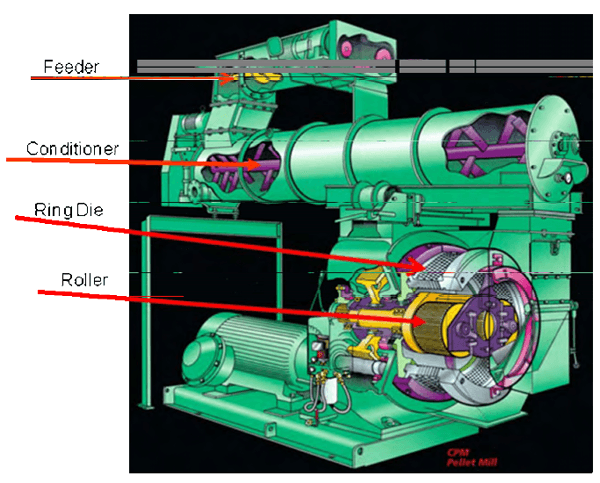
Today´s pellet mills share the common features of a variable speed feeder mechanism, tubular conditioning chamber for introducing steam (heat and moisture addition) to the feed meal, and the ring-die and roller assembly (Figure 9). It is generally recognized that pelleted feed provides improved animal performance, measured as rate of gain, feed efficiency and cost of gain; and it is understood that the improvement is due to the physical form and quality of the pellets. Pelleting and other mechanical hydro-thermal processes (extrusion and expansion) use the most energy of any feed processing operation (Koch, 1996). It is imperative that the costs be justified and controlled.
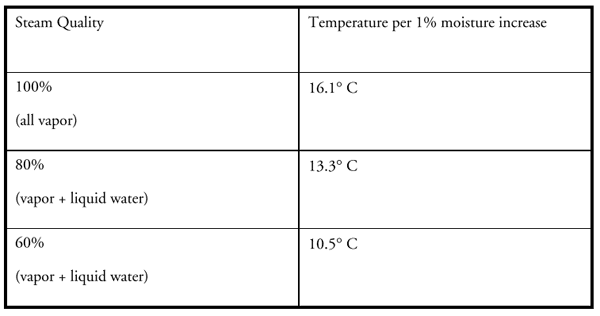
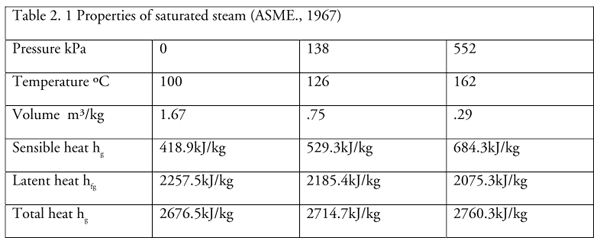
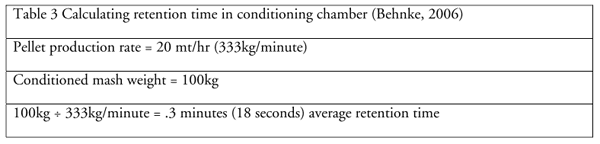
For a given feed formulation and die specification, pellet production requires careful management of temperature, moisture and time. It is understood that increased temperature has a positive effect on pellet quality and animal performance. Steam is used because it is an excellent way to transfer large quantities of heat from one location (a boiler) to another (pellet mill conditioning chamber), with the added benefit of moisture addition by means of condensation. Defining and measuring steam quality is very important for controlling the cost and quality of pellets. Steam quality affects the amount of heat and moisture that is transferred to the feed during the conditioning process (Tables 2 and 2.1). Low quality steam results in too much moisture and not enough heat transfer. The causes for low quality steam can be: improper steam generation, improperly sized or non-insulated pipes, absent or malfunctioning steam traps, separators and regulators. Pellet production rate will be diminished (adding to production time); pellet quality will be diminished adding to re-work of fines (further adding to production time) and decreasing feed conversion values (adding to cost of gain). Even with high quality steam if there is not enough residence time in the conditioner pellet production rate and quality can still be a problem. A simple method for determining conditioner residence time is shown in (Table 3). It has been suggested that residence times of 30 seconds or greater represent the ´ideal´. Methods for increasing residence time include altering the angle of the picks (paddles) on the conditioner shaft, decreasing the rotational speed of the shaft, increasing the length of the tube, stacking multiple tubes (2-3), or using a twin-shaft differential diameter conditioner.
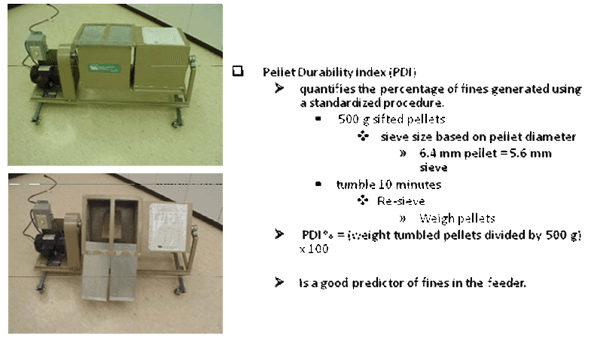
The pellet durability index (sometimes referred to as the KSU tumbling can test) remains as the benchmark for describing pellet quality - it is an American Society of Agricultural and Biological Engineers (formerly known as American Society of Agriculture Engineers) standard test procedure (ASAE Standard S269.4).
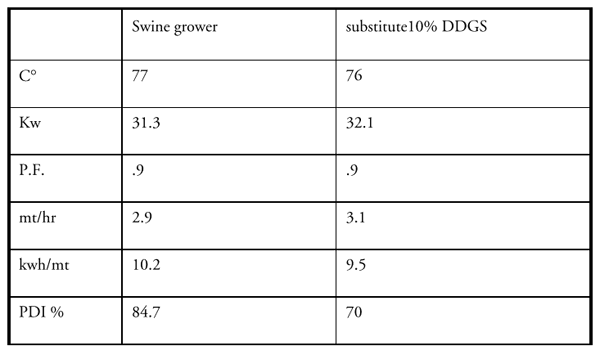
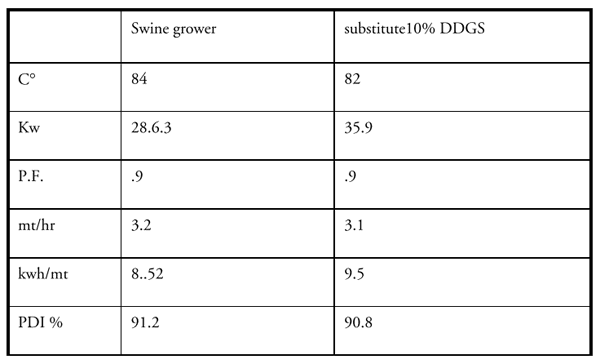
Paying attention to the die specification, temperature, moisture and time makes it possible to improve pellet production and pellet quality. An example of energy cost savings is shown in Table 4 where the addition of DDGS to dry barley malt-sprouts produced better than a 46% decrease in kWh/ton (a savings of $.62/ton with kWh=$.0289). Changing the die specification to improve pellet quality is shown in Tables 5 and 6.
In summary, we have looked at only three areas of feed mill efficiency: ingredient variation, particle size reduction and pelleting. We have seen that by gaining control we can improve efficiency, and savings in Cost of Goods Produced are realized. Such savings are always important, but during times of high ingredient and energy costs they are even more important. The model feed mill we used in our discussion could by gaining control of over-formulation due to ingredient variation, particle size reductioin and pelleting save a substantial amount of money. Those savings can be used to hold down the Cost of Goods Produced providing increased profit, or a reduction in feed costs, or a price advantage in the marketplace, perhaps leading to more customers and increased sales, and more income.
Figure1.
Figure 2. Cost of protein over-formulation (K. Behnke, 2007)
Figure 3.
Figure 4. Basic hammer mill
Figure 5. Basic roller mill
Figure 6. Sieve stack used in quantifying particle size of free-flowing granules
Figure 7. Worksheet for determining Average Geometric Particle Size (Pfost and Headley, 1976) (ANSI/ASAE S319.3, February 2003)
Table 1. Effect of screen size and moisture content on size reduction (Herman and Loughin, 2003)
Figure 8. Shared features of pellet mills
Table 2. Temperature and moisture relationship (California Pellet Mill-Roskamp Champion, 1992)
Figure 9. Pellet Durability Index – measurement of pellet quality
Table 3 Calculating retention time in conditioning chamber (Behnke, 2006)
Table 4. Barley malt-sprouts and DDGS (Koch, 2006)
Table 5. Pellet production, typical swine grower – die specification 6.4cm x 6.4mm (L/d = 10) (Koch, 2007)
Table 6. Pellet production typical swine grower – die specification 5.1cm x 4.8mm (L/d = 10.7) (Koch, 2007)
REFERENCES
ASAE, 1997. ASAE S269.4 Cubes, pellets and crumbles – definitions and method for determining density, durability and moisture. American Society of Agriculture and Biological Engineers, St. Joseph, MI, USA
ASAE, 2003. ASAE S319.3 Method for determining and expressing fineness of feed materials by sieving. American Society of Agriculture and Biological Engineers, St. Joseph, MI, USA
Behnke, K.C., 2007. Emerging technology and ingredient cost control. Proceedings: Feed Management Systems Customer Conference, 2007, Bloomington, MN, USA
California Pellet Mill-Roskamp Champion, 1992. RollerMill Processing SD09 .
California Pellet Mill-Roskamp Champion, 1992. Steam Systems SD11.
California Pellet Mill-Roskamp Champion, 1992. Pelleting Process SD12.
California Pellet Mill-Roskamp Champion, 1992. Particle Size Reduction SD15.
Castaldo, D.J., 2006. Feed Pelleting Section 1: Why Pellet Feed. Unpublished book chapter.
Herrman, T.J., and T. Loughin, 2003. Processing and shelf-life performance of feed manufactured from high-moisture corn. Transactions of the ASAE, Vol. 46(3): 697-703.
Koch, K., 1996. Hammermills and roller mills. MF-2048. Kansas State University Ag. Experiment Station and Cooperative Extension Service, Manahttan, KS, USA
Wondra, K.J., R,A, McCoy, J.D. Hancock, K.C. Behnke, R.H. Hines, C.H. Fahrenholz, and G.A. Kennedy, 1992. Effect of diet form (pellet vs meal) and particle size on growth performance and stomach lesions in finishing pigs. J. Anim. Sci. 70(Suppl.1):239(Abstr.).