Pellet-Press Knife in the Feed Pellet Quality
Pellet-Press Knife Condition and its Influence on the Feed Pellet Quality
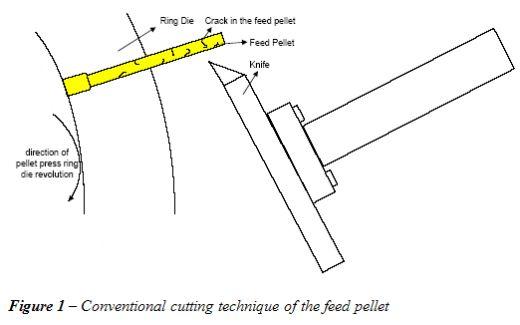

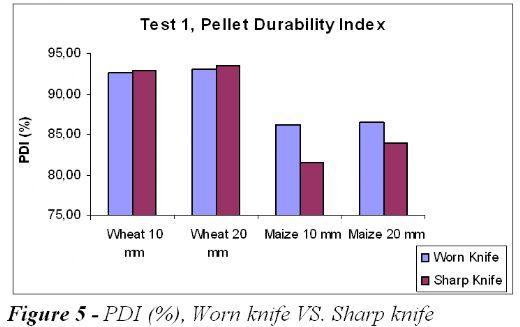
In order to have better overview of this research, two different pellet lengths have been exercised (10 and 20mm), which means that different distances of knifes from pellet press die surface have been set.


Friends,
As a normal rule to follow based on the Good Practice of Manufacturing the lenght of any pellet could be about twice the geometric diameter, in other words, if we are processing poultry feed having 4 mm by using a 5/32" perforation pellet die the lenght of that particular pellet feed would be 8 mm, largest pellets will produce more fines and dust due to the fracture of the pellets into the system.
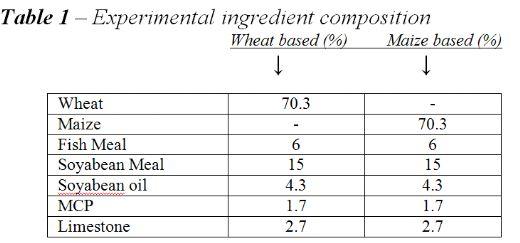
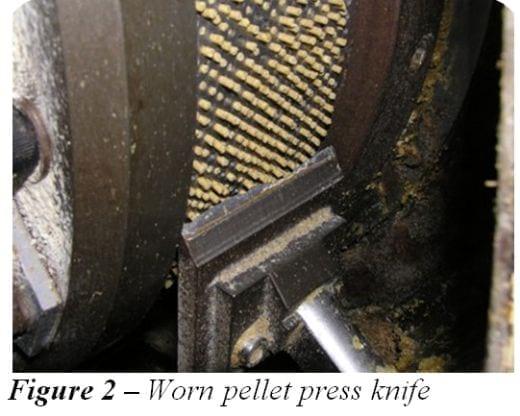
Knife blade condition and sharpening are also an important aspects to produce good quality pellets.
Thank you.
Enrique Diaz, P.E.
Sales/Service Process Engineer.
R&D Equipment Company
Fort Worth, TX

Dear Jordache, all the established feed producers within the EU must have the HACCP and GMP certified procedures. Certainly, all the companies should shape their procedures according to their own production and menagerial systems. As I can see your issue, the procedures must be established within the cooling systems (air speed control and air temperature) and as you have mentioned transport systems within the production conveying).


Rebuilding & Remanufacturing of used equipment. J. Barbi (E.S.E. & Intec)
Jordache, Please can you explain me better what do you mean by cost of pellet milk production? The production of the machinery or pelleting process itself?
References:
Thomas et al. (1997). Physical quality of pelleted animal feed - Contribution of processes and its conditions. Animal Feed Science Technology 64 (1997) 173-192
Hussar, N., and Robblee, A. R.,(1962). Effect of pelleting on the utilization of feeds by growing chicken. Poultry Sci. 41:1489–1493.
Li, Y., et al.(2000), Measurement and statistics of single pellet mechanical strength of differently shaped catalysts”, Powder Technology. 113, 176-184.
Payne, J.D., et al. (1994), “The Pelleting Handbook”, Borregaard Lignotech. pp. 72.

This article was published two years ago in FeedTech (AllAboutFeed) and last year in AFMA MATRIX. If somebody wants the references I would be more then happy to send it over.
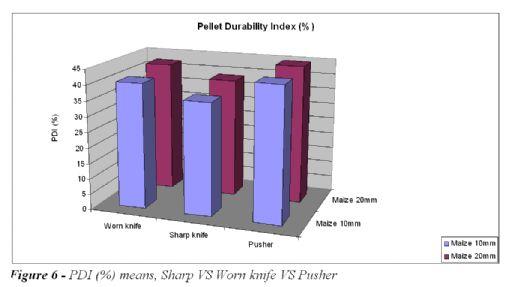
You have just to tell me in what reference are you interested and I will send you the one. Since this research was done with pusher 10 and 20 mm from the die surface, all pellets were as uniform as pellets cut with the sharp knife. Differences in length were +/- 2mm for 10mm pellet lenght and for 20mm pellet length a bit more.
Here Im giving the point as well: Why do we have to have absolutely uniformed pellets? Is that the chicken that doesnt like non-uniformed pellets or +/- 2mm make a big nutritional difference?!
I agree with Mr. Arshaq Ramzee that the scope of this research could of been expanded by different weather conditions.


Is there anything on a press with automatic knives adjustment rather than a hand-adjusted knives to correct pellet lengths ptn press, paladin?









