Expeller® pressing of wet processed corn germ
Published: January 26, 2018
By: Anderson International Corp

Corn oil, as a product of the wet corn milling industry, represents a very small part of the total industry output but, nevertheless, constitutes an important part of that output by virtue of the relative value of the product. In many wet corn milling installations in the U.S.A., corn oil is produced from the separated dried corn germ by processing it through the Anderson Expeller® Press.
Over 500 species of corn have been isolated and identified, and of these, the “Dent” and “Flint” are the most common. Most varieties mature and are harvested by October, when the kernel has accumulated in it the greatest possible content of starch, protein and carbohydrates.
The chemical analysis of corn depends upon the grade under consideration, but the bulk of the corn processed for starch, feed and oil can be broken down substantially as follows:
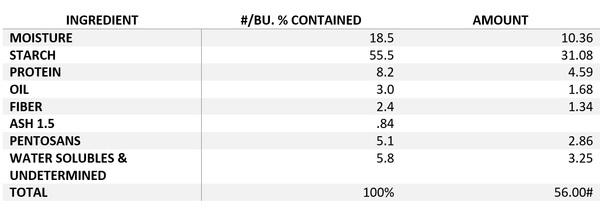
Over the years, corn received at the mills for processing has ranged from 15-23% moisture. The moisture content varies somewhat from year to year and to a larger extent from month to month.
Corn having a 16% moisture content and dry components approximating 47 #/bu. will, in the wet milling process, be converted into the following main products:

The breaking down of corn, which is relatively hard and dry, into its component parts - starch, gluten, feed, and germ - is accomplished by steeping it in warmed, weak sulfurous acid. The sulfurous or steep acid is a solution of gas and water as shown in the following equation:
H2O (Water) + SO2 (Sulfur Dioxide) = H2SO2 (Sulfurous Acid)
The main reasons for using the acid water are: 1) the softening of the corn; 2) to keep the steeping system sweet; 3) to prevent souring and decomposition of the liquors; 4) to prevent sliming of the silk reels and shakers in the mill house; 6) to inhibit bacterial growth and decay organisms in the gluten; and 7) to whiten the starch and carry it safely through the drying apparatus without the formation of molds.
The steeping of the corn kernels is essentially a countercurrent process wherein the acid water is first passed over the oldest, longest steeped corn and then circulated through a chain of tanks holding corn that has been steeping for lesser time. It travels in the direction of the tank containing the freshest corn and counter-currently to an increasing quantity of solubles carried into the system by the new corn. Steeping time depends upon the number of steep tanks in the system, the duration being longer for instance when 32 tanks instead of 28 are available. Ordinarily, the steep time will approximate 40 hours of actual soak under water.
Corn, after steeping, is conveyed to a mill house where it is passed over shakers perforated with ½” wide oval slots for the removal of foreign particles, sticks, tramp iron, and other foreign trash, from which the corn falls into bins beneath the shakers which in turn feed degerminating machines. Degerminators normally have a capacity from 9,000-10,000 bushels of corn per 24 hours of continuous operation. Both plates have surfaces formed of projections designed to open the corn kernel in a fashion which will allow the germ to separate freely from the hulls and coarsely reduced endosperm.
In the degermination operation, fresh or process water is added to the corn ahead of the degerminators, to form a slurry which will flow easily and which may be pumped to germ separators. As a consequence of Baume and temperature adjustments of the liquor in the separators, the mass of solids separate by gravity flotation and sedimentation into two phases; the germ which floats to the surface because of its higher specific gravity due to its higher oil content, and the balance of the disintegrated corn which being heavier settles in the lower area of the separators. The germ floating on the surface of the liquor is then removed for subsequent washing and drying.
The material which has settled to the bottom of the separators passes through a second degermination machine and a second germ separator. The floated-off germ from this second separator is combined with the germ from the first flotation stage.
In wet process corn mills dewatering press is used for the coarse residue remaining after the corn germ and gluten bearing liquor have been removed. This coarse residue is repeatedly washed in a counter-current fashion in reels, with a final squeezing stage to remove a maximum amount of very light concentration starch water in the press. From the press the spent coarse feed, as it is termed, is mixed in a semi-dry state with filtered gluten and fine slop and dried for use as an animal feed ingredient. The press used for this purpose have substantially the same capacity characteristics as those used in dewatering the germ material.
From the dewatering press, the stock containing from 48-60% of surplus water is passed to rotary steam tube dryers or direct heat dryers resembling long cylindrical iron shells or drums which rotate about an inclined axis. The inside surface may be equipped with steel shelves to cascade the wet product through as divided streams of hot air currents flowing through the drum either concurrently or countercurrently with the travel of material, or the water may be driven off by bringing the material to be dried repeatedly into contact with steam tubes as it passes through the dryer shell. A specific dryer may consist of a steel drum 6 ft. X 35 ft. long.
Germ moistures from the dryers should be held to within the range of 5-6%, and at as low a temperature as possible consistent with the production of that moisture content, which calls for ample drying capacity.
From the dryer the dry germ is passed into the conditioner and to the Expeller® Press where it is adjusted in final moisture content and temperature for pressing. This final moisture content should be from 1-1/2 to 3 % depending upon whether the germ oil content is as high as 55% or as low as 45%. This oil content will, like the germ separation rate, vary with the efficiency with which it is degerminated during grinding as well as with the efficiency or the germ flotation tanks. Normally the higher the separation rate of germ, the lower the purity of germ will be. The following table will give some idea of the way in which these qualities vary and how germ pressing is affected.
West Process Corn Germ Variations and Their Effect on Germ Oil Processing

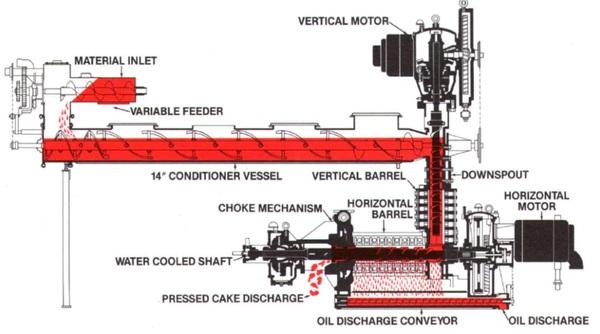
The conditioner vessel used with the Anderson Expeller® Press not only adjust the final moisture for the most efficient pressing within the Expeller® itself, but also adjusts the final temperature of the germ to a point where the oil contained will flow most freely. This temperature of the germ coming from the conditioner, and entering the downspout of the Expeller® Press should be substantially 240o F, but may vary above this figure in certain plants.
The Expeller® Press construction characteristics are essentially similar for the range of oil purities normally encountered in pressing wet process corn germ, although slight variations will be noted from plant to plant. Furthermore, it will be noted that considerable variations in tonnage and residual oils are met with as the purity of the germ changes from the lower extreme to the higher. Relatively long, slow drying ahead of the Expeller® operation will result in relatively good quality oils of lower red color values. Expeller® cake will have residual oils of from 5.5 to 7.5% depending upon the original purity of the germ.
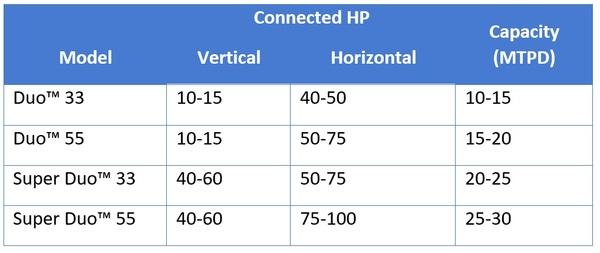
Under optimum conditions of operation the Expeller® Press will discharge between 800 and 1200 pounds of cake per hour depending to a large extent upon where the purity of the germ might lie in the range of 55% to 45%.
The pressing of wet process corn germ in Expeller® Presses can produce, within the barrels of the machines, sufficiently high degrees of temperature to cause charring of the cake and excessive coloring of the product oil. To control this heat condition, Expellers are normally supplied with barrel cooling oil systems. In this type of system the product oil from the Expeller® is drained, together with any foots, to an Anderson Screening Tank. These tanks are furnished in a number of sizes which are designed to complement various size mill operations. A No. 12 Screening Tank is considered satisfactory for two (2) to three (3) Expeller® Presses. A No. 18 Screening Tank is required for three (3) to four (4) Expeller® Presses.
Each screening tank is divided into two general sections. One is an unagitated area providing settling time for the product oil going to the tanks. The second section is a relatively agitated area of oil from which a certain amount of product oil is drawn, passed through Heat Exchangers, and passed back upon the external barrel surfaces of the press as a cascade which both cools the barrels and also helps to flush away accumulations of extruded solid material. Each Expeller® Press requires 35 gallons per minute of circulated oil having a temperature of approximately 120o to 130oF.
In addition to the oil cooling and flushing of the external barrel surfaces, Expeller® Presses are also furnished with water cooled horizontal shafts. Fresh cooling water is fed to the horizontal shafts usually from 180oF to 210oF in quantities approximating 4 to 5 gallons per minute. This effects a cooling of the cake under pressure within the barrels of the Expeller® from the shaft surface side. Such shaft cooling has a very decided effect upon the color of the press cake and therefore, the corn oil meal produced. Meal produced under water cooled conditions is definitely lighter. It will also be noted that when either type of cooling is employed there is a tendency for the load to increase on the drive motor of the horizontal shaft. This, in turn, results in increased compression of the material and slightly reduced residual oils.
Related topics:
Authors:

Anderson International Corp
Recommend
Comment
Share

5 de febrero de 2018
I would like to know more about expeller pressing,
Recommend
Reply

Would you like to discuss another topic? Create a new post to engage with experts in the community.





You may be interested in
.jpg&w=3840&q=75)