Automated Ingredient Addition Systems
Published: March 3, 2017
By: Terry Stemler, President, APEC USA.
Automated systems for the production of food for animal and human consumption are in wide use today. These systems have enabled manufacturers to increase production and decrease both labor and variation. These systems work well for the addition of major, minor and micro- ingredients. Since micro-ingredients can be more demanding, this chapter will concentrate on inclusion of these ingredients. This chapter will show how you can plan for automatic addition of ingredients and will provide some general guidelines to address mechanical and controls concerns.
Planning
In order to determine the type of system needed, a spreadsheet should be developed showing the following information:
• Ingredient.
• Ingredient bulk density.
• Minimum weight required.
• Maximum weight required.
• Daily usage.
• Weekly usage.
• Monthly usage.
This spreadsheet will give you the information that is needed to select the size of the ingredient bins, size of the feeders that will deliver product to the scale hopper, size of the scale hopper, number of scale hoppers and required cycle times.
Ingredient bins
In addition to product usage, bulk storage for larger -use commodities will be based on how timely the deliveries for a particular product may be, and how large the vessel is that it delivering the product. If you have to wait a month for the next shipment of product, then you will need a month’s worth of storage. If the ingredient is coming in shipload, trainload or truckload, then you will need to have space for the vessel plus a safety factor.
We can determine the size of micro-ingredient bins that we need by sizing the bins based on the maximum daily usage of the each ingredient. Bulk storage for larger-use commodities will be based on how timely the deliveries for a particular product may be, how large the vessel is that it delivering the product and whether it is coming in by shipload, trainload or truckload. For example, if the daily usage for an ingredient exceeds 250 kg, then you may want to consider feeding ingredients from a super sac or bulk ingredient storage.
If the usage is less than that amount, then a small micro-ingredient bin may suffice. Many times a small micro-ingredient scale will have ingredients associated with it that are added in very small amounts and are critical to the mix. An easy way to justify the inventory is advisable with this type of system. This can be done by permanently mounting the ingredient bin on load cells, or providing a method where the ingredient bin can be easily removed and weighed on another scale.
Bins should be designed so that the slope of the bin exceeds the angle of repose of the material that will be stored in the bin. Ideally, the operators should be encouraged to do an inventory justification once a shift. Micro-bins should be designed with a minimum angle of 70°. They should also be constructed of corrosion resistant material such as stainless steel or polyethylene. It is also a good idea to incorporate some type of agitation in the bin. This helps prevent bridging of ingredients that have difficult flow characteristics. It is possible that an ingredient may show a min. and max. weight that is ideal for a micro-ingredient scale but the usage shows that it is only used once a month. This ingredient would be best left as a hand add, since the frequency of use is so low.
Feeders
Feeder size can be determined by using the maximum and minimum weight for each ingredient on the spreadsheet. The feeders should be sized so that the ingredients can be fed into the scale in a reasonable amount of time and still have the capability to meter the minimum amount of product on slow speed.
The feeder capacity is expressed in volume output. The most commonly-used feeders will be either an auger-type feeder or a vibratory feeder. Auger-type feeders work well on ingredients that are fine powders and are not susceptible to breakage or generation of heat due to friction. Some ingredients with a high-fat content or ingredients that are shear sensitive are better suited to a vibratory-type feeder.
Regardless of the type of feeder selected, it is important the output of the feeder is reasonably matched to the desired accuracy and total volume of the system. Feeders will be rated in cubic measurement per revolution of the feeder (for auger-type feeders) or cubic measurement per time (in the case of a vibratory feeder). This value can then be converted to weight by using the known density for each ingredient. It is also desirable to know what kind of turn-down ratio the feeder is capable of delivering. For small additives, a 100:1 turndown is desirable.
Having a fast and slow speed for major, minor and micro-ingredients is desirable because it can eliminate over-weight alarms and increase the accuracy of the system. Feeders should be driven electrically rather than by hydraulics. Hydraulic drives were used in early microingredient systems because the cost of a variable-speed drive on each feeder was prohibitive. The draw back to this type of system is that hydraulic valves can leak. When a hydraulic valve on a feeder leaks, it is possible the more than one feeder at a time will run. This means that if you call for a specific ingredient in a formula, you may have that ingredient plus another ingredient going into the scale at the same time.
This will be reflected in the inventory of one ingredient being over and the other ingredient with the errant feeder being under. This problem will not occur with an electric drive, since only one feeder at a time is energized. For free-flowing ingredients that have a tendency to easily flush, some type of cut-off valve should be used to prevent material from flowing due to vibration or a flat angle of repose. This cut-off valve can be a butterfly, knife gate or a special arrangement in the discharge flighting of a screw conveyor.
Scales
In order to determine how many and what size the scales should be, we need to select a worstcase formula. This formula should have the largest number and quantity of ingredients that will be produced. The total amount of ingredients should be added together to arrive at the size of the scale. It may be possible that more than one scale of a rated capacity may be required to cover the full range of ingredients’ weights. If, for example, a scale is capable of weighing +/-10 grams, then we don’t want to try to weigh a 10-gram addition in the scale because our possible error is 100 percent.
If the desired accuracy is 1 percent, then the minimum amount that we could weigh in this scale is 1,000 grams, since a 10-gram error would give us the desired 1 percent accuracy. You will also probably encounter situations where there is a very large spread between the maximum amount of weight and the minimum amount of weight to be used for all of the formulas that you have.
If the minimum inclusion rate is below what can be weighed accurately and the maximum inclusion rate is acceptable for a micro-ingredient system, then you may want to consider a preliminary dilution of the ingredient, or contact your supplier about the possibility of buying the ingredient at a lower concentration level. If you notice that the minimum inclusion rate for the ingredient is acceptable for a micro-scale, but the maximum inclusion rate exceeds the capacity of the scale system, then the ingredient can be included in a minor scale as well as in the micro-scale, or the ingredient can be weighed in multiple drafts from the same scale.
The following chart shows the tradeoff between scale capacity and resolution of the scale.
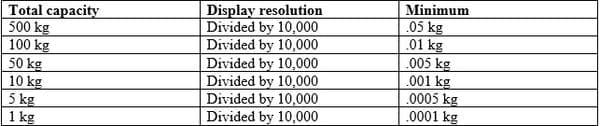
The display resolution refers to the minimum increment that the scale instrument will display. A common resolution for scale instruments is one part in ten thousand (some newer instruments have display resolutions as high as one part in 40,000). This means that the minimum increment that the scale will display is one part in 10,000 of the total weight that the scale is set up to weigh. One part in 10,000 is also the maximum load-cell resolution that is available with a standard analog load cell.
Resolution, however, does not equate to accuracy. As mentioned earlier, the system should have a feeder capable of delivering amounts that correspond to the desired minimum increment of the scale. This means that we do not want to have a feeder that is overly large for the desired target increment. If we can deliver the minimum increment of the scale in one second, then we can hope to stop the feeder in time to anticipate the target weight.
If possible, the control system has to be able to stop the system within one increment of the scale. This means that the system quite commonly will be under or over by at least one increment. As you can see, scale accuracy for a premix system is dependent on mechanical and control limitations. It is important to consider both in order to have a system that is accurate and trouble free.
There are many designs for scale hoppers available for micro-ingredients. These designs can be a roll-over tub, a conical scale with a slide gate or butterfly-valve discharge or a conveyor scale. Each of these designs work well, providing that the scale is designed for complete discharge of material and that the physical layout of the scale matches the type of discharge conveyor that is going to be used. A roll-over tub has the advantage of providing a footprint that allows the grouping of a great many bins without the height of the scale becoming prohibitive.
This type of scale hopper also has the advantage of complete discharge of ingredients, since the scale is completely inverted in the discharge position. A conical scale hopper has the advantage of a small discharge area that lends itself well to pneumatic conveying and gravity discharge directly into the batch mixer. This type of scale can become quite tall if minimum 70° angles are maintained and if a large number of feeders is grouped around the scale. There are various liners that can be incorporated into a conical scale hopper that will insure complete discharge of ingredients.
Conveyor scales are usually belt conveyors mounted on load cells with a straight transition on top, which adds to the capacity that this type of scale can weigh. This type of scale has the advantage of incorporating the ingredient conveyor into the scale, so the required height is lower than other designs. This type of scale is harder to keep clean and the dead load of the conveyor can limit the accuracy of the system.
Cycle time
After we have completed the above evaluation we will also want to determine what kind of cycle time is possible, given our worst-case formula. If, for example, you have determined that you would like to use 40 of your ingredients in a micro-ingredient system and your worstcase formula calls for 12 of these ingredients, then we need to calculate how much time it will take to weigh and discharge these ingredients into the batch mixer.
Ideally, we do not want the time to weigh and discharge the ingredients to exceed the mixing cycle of the system. There are several timing parameters that we will need to take into account. These times are fast-speed fill, slow-speed fill, scale-settle time and scale-discharge time. If a micro-scale feeder is 4-inches in diameter, then at a medium density it can deliver approximately 0.5 kg/second. Slow-speed time is 3-5 seconds. Scale-settle time is 2-4 seconds. After the times for each ingredient have been added together then we need to add the scale-discharge time.
The formula for this procedure would be as follows:
[(Ingredient 1 target weight/fast-fill time) + slow-speed time + settle time] + [(Ingredient 2 target weight/fast-fill time) + slow-speed time + settle time]…+ discharge time= Total cycle time.
An example for one ingredient would be:
Ingredient 1 requires 12kg in a formula (12kg/0.5kg/sec) + 5 sec (slow speed) + 4 sec (settle time)= 33 sec (not including discharge time).
If the mixer cycle time is 180 seconds, and if the other ingredient amounts are similar to the above example, then the maximum number of ingredients that you could weigh would be five. If we need to do 12 ingredients in our worst-case formula, then we may want to split our 40 desired ingredients into two scales of 20 bins each.
Adverse events
There are several types of conditions that will have an adverse effect on cycle time. Each of these items can eat up a little bit of time, and added together can represent significant lost production. Over-weight alarms are alarms that occur when the batching system meters too much product into the scale. They can occur because the feeder size is not well matched to the required minimum output. They can also occur because the system stopped too early and then had to jog to put the remainder of product into the bin. The final jog to reach the target weight can put the weight over.
The last reason that over weights occurs is because the user has an unrealistic expectation of what the system can actually weigh. Don’t set the tolerances for the system to be one scale increment if the feeders and control are not capable of stopping the system within one increment. Each time an over-weight occurs, the system halts and sends an audible and visual alarm to the operator. The operator then has the option of accepting the over-weight or aborting the batch. Each alarm consumes valuable production time. The best way to prevent over-weight alarms is to have two-speed operation of the feeder.
Excessive jogging can also cost valuable production time. Jogs occur when the automation system stops the feeder before the target weight is achieved. The system will then start and stop the feeder for a short duration in order to fill to the target weight. Free-fall compensation helps prevent this from happening. As mentioned above, two-speed operation will also help prevent jogs. Excessive jogging can also be hard on drive components and switchgear, because the feeder is constantly starting and stopping.
Batch destination confirmation is another alarm that can cost production time. When a new formula is produced prior to the discharge of the batch mixer, the operator is asked to specify the correct downstream destination for the formula. If the operator is busy doing something else, this alarm may go unnoticed for some time and cost production time. Auto-routing is a feature that most automation suppliers provide. This allows the destination bin to be designated when the formula goes to production.
No-flow alarms are one of the most common and costly alarms that occur with an autobatching system. These occur when someone forgets to fill a bin, when a bin bridges or when a feeder plugs. Having standard operating procedures for bin inventory and refilling of bins can prevent these alarms. It may be necessary to add some type of bin agitation to the system to prevent the ingredient from hanging up in the bin or feeder.
Once the type of system has been determined (number of ingredients, size of bins, number of scales, etc.), then the desired location for the system should be chosen. This location should be as close to the batch mixer as possible and still allow easy access to ingredients for refilling of bins and doing any necessary remaining hand-adds. This location should also be free of excessive vibration that could affect the scale accuracy. It does no good to weigh a product to 10 grams if vibration is causing the scale to fluctuate by 100 grams. Once the location has been chosen, and then the type and length of conveyor can be chosen to convey the ingredients into the batch mixer.
Conveyors
Conveyors for micro-ingredients or other fine powders can be gravity, belt, drag or pneumatic depending on distance and location of the micro-ingredient scales from the batch mixer. Gravity discharge of the scale directly into the mixer is most desirable; however, in many plants this is not possible. If a drag conveyor or belt conveyor is used then it is advisable to make accommodations for running a flush material through the conveyor for clean out purposes.
If a pneumatic conveyor is used, then either a negative air system or a dense-phase pneumatic system is preferred. In all cases, care should be taken to isolate the scale from excessive positive or negative air pressure from the convey system or the batch mixer. The most common types of conveyors used for conveying small additives are drag conveyors, belt conveyors and pneumatic conveyors. Any of these conveyors will work for these materials, and the type of conveyor used will be determined by the position of the scaling system in reference to the final destination for the ingredients, usually a batch mixer.
If the discharge of the scale can be at about the same height as the top of the mixer, then a drag conveyor or belt conveyor can be used. If possible, there should be access to a carrier ingredient that can be introduced in the end of the conveyor which will allow the conveyor to be flushed. A belt conveyor should have scrapers and/or brushes incorporated into it to help keep the belt clean and minimize the possibility of cross-contamination of ingredients. A drag conveyor should have a number of stainless-steel scraper flights that will help keep the conveyor clean and reduce wear on plastic flights, particularly when minerals are being conveyed.
In either case, a motion detector should be used on the driven end of the conveyor to detect a broken drive chain. A pneumatic conveyor should be used if the premix needs to be conveyed a great distance. If a dilute-phase pneumatic conveyor is used, then it should be negative air. This eliminates the problem of fines blowback from the rotary airlocks used to meter product into the air stream. This also eliminates the possibility of product escaping into the air if an elbow should wear out.
Another good method form of pneumatic conveying of premix is dense phase. This type of system uses a pressure vessel to convey the product. A gate is closed, the pressure vessel is charged with compressed air, a convey valve is opened up and the pressure in the vessel pushes the product to its final destination. This type of system is well isolated from the weighing system and uses less air to convey the product, so a separate filter receiver at the destination end may not be necessary.
The disadvantage of this type of system is that it requires additional height under the weighing system. Measurements and a preliminary layout should be done so that the proper equipment can be specified. After the necessary mechanical considerations have been made then we need to look at how the system can be integrated with the control system.
Controls
The system that is used to control the mechanical components in a weighing system is equally as important as the components themselves. For best results, the control system should be capable of controlling two-speed operation of the feeders. The control system should also have free-fall compensation in order to accurately reach its target weight. After the material feeder is signaled to stop, there is a time where material continues to flow into the scale. This is because there is commonly a small time delay between when the signal is given and when the signal arrives. It is also because there is some distance between where the feeder discharges and the scale hopper.
This material in flight between the feeder and the scale is commonly known as free fall. The amount of free fall can be automatically calculated by the computer and constantly updated. By using this feature we can be assured of greater accuracy even with changes in density and flow rate. Load cells that are used in the system should be of high quality and locally available. The load cells should be high resolution to match the capability of the scale instrument. The scale instrument used should also be easily calibrated and verified by a locally-available scale company. The scale instrument should be high speed with fast analog to digital conversion. The display resolution should be at least one part in 10,000.
The computer or PLC used to control the system should sample the scales as quickly as possible in order to maintain accuracy. It should also have formula-storage capability to reduce the possibility of human error. If a micro-ingredient system is going to be integrated into an existing automation system, then the vendor of the system should be notified. He should be asked if the existing system could be expanded to accommodate the new equipment and what the estimated cost will be.
If automation is being installed for the first time in conjunction with the premix system, then the chosen vendor should be informed of:
• The number of scales to be controlled.
• The number of feeders to be controlled.
• Whether or not the feeders are single or dual speed.
• The number of mixers.
• The number of metered liquids into the mixer.
• Any downstream or upstream functions to be controlled.
The selected control should be capable of sampling each scale as quickly as possible. It should also be capable of future expansion. The vendor of the scaling equipment and controls equipment should also inform you of what signal, control and powder wires need to be run in order to install the system. This information will allow you to get accurate estimates for electrical installation. It is also important that the system provides a print-out of the target weight and the actual weight that has been measured and that each print-out is time and date stamped.
To make future inventory justification of ingredients easier, a report for total amounts of ingredient used per day, week and month is valuable. Planning of the system should include standard operating procedures for ingredient handling and inventory control. All products received should be recorded and available to a limited number of personnel. When the product is introduced to the weighing system bins, the date and amount should be recorded. Ingredient amounts that have been batched should be subtracted from inventory on a daily bases. The remaining amount of ingredients left in the bins is added to this amount to see if inventory amounts are correct. The most common method for inventory of ingredients remaining in the system is leveling the ingredient remaining in the bin and measuring from the top of the bin to the ingredient level.
A chart supplied by the vendor of the weighing system will show how many cubic liters of material remains in the bin. Most micro-weighing system manufacturers now have optional bin inventory systems that use load-cell weighing systems to measure the amount of material remaining in the bins. Ingredients should be visually inspected to make sure that the right ingredient has been put in the right bin. Many control systems can be interfaced to barcode scanners. These systems scan a barcode on the ingredient bin and the barcode on the ingredient bag, insuring that the ingredient assignments are correct.
Control system selection criteria
Over the years, control systems have evolved to the point where there are a great many systems and components available. With any of these systems, you will find people that swear by a particular brand and swear at others. There has been some controversy as to whether the best control system would use a PC (personal computer) or a PLC (programmable logic controller) as the primary processor. The fact is that both a PC and a PLC use a processor and memory, in conjunction with a program, to accomplish the task. There are advantages and disadvantages to each.
The primary advantage of using a PC for the processor is that they are inexpensive, have a large memory for formula and ingredient databases and are compatible with most companies’ IT systems. The disadvantage is that PCs are changing so rapidly that the configuration of the processor, buss and memory also change from model to model. This means that if a PC is used to control the real-time processes in a plant, you need to make sure that the PC has been proven to work with the I/O system that is being used.
Another disadvantage to a PC is that most of the machines are not made for factory environments, so the PC should operate in a controlled environment where dust, moisture and temperature can be controlled. Many of today’s new systems use a combination of PC and PLC. The PLC is in the plant environment where it has been designed to operate, and the PC is in an office environment where information from the PLC I/O system is processed and recorded.
Whether the system is PC or PLC based, there are a number of factors to consider in the selection of a system that will work best for your particular operation:
• Easy access to parts - parts should be available from the automation supplier as well as from a local source. If possible, the local source should stock key components for the system. If not then you need to make sure that you have your own parts or ready access to the parts.
• Easy access to service - service of the system should be available both on-site and off-site via modem. Remote diagnostics and updating via modem can save money on costly service visits. If at all possible a local source for service is also desirable. This local source for service can even be your own in-house people, if the automation provider has done a sufficient amount of training. A diagnostic program that can be used to troubleshoot problems should be available on the system.
• Easy modification of software for upgrades and changes - as mentioned earlier, modem availability to allow upgrades and changes to be made remotely can save time and money. Make sure that the initiation of the modem for changes is made from the plant to the automation provider, that way you can be made aware when they want to do changes. Simple changes such as changes in timing parameters, PID loop adjustments, instrument calibrations and scale factor adjustments should be available to your own people to make. This can be accomplished with menu selections or the use of macros. A sufficient amount of training should be made to allow simple changes to be made by your own people.
• Do not be held hostage by one vendor - make sure others could program and change the system if your primary automation supplier went away. Use popular software packages with worldwide support. Make arrangements to retain or own a copy of the source code. Make sure you know of other vendors doing the same thing on the same platform. Usually the supplier of your hardware can help in this regard.
• Zero down time - the main goal of any automation system is to insure that a quality product is being made with the least amount of variation and interruption. To keep interruptions to a minimum, make sure that the system has an easy back-up procedure, and that the procedure is followed on a regular basis. Make sure that you have redundant systems or components for critical functions and long lead-time items. Keep up with upgrades when the automation supplier makes them available. This makes the system easier to support. Have a recovery plan for the automation system and train personnel on all shifts. Don’t automate areas that don’t make sense to automate. Keep it simple whenever possible.
• Make sure that the system is set up for easy installation and start up - the supplier should be able to give you references for people that have a similar automation system. Ask the reference how the start-up went, what would they do differently now, have they had any problems? Find out if the supplier allows you to be present during testing of the system before it ships. This is your last chance to check out the system configuration and operation. It’s a lot easier to make changes in the supplier’s shop than it is in your plant. Check out the documentation to make sure that the people doing the installation have all the information they need to do their jobs. Find out if the supplier offers training for your people at their facility prior to start up. If they do, take advantage of this.
Related topics:
Authors:

APEC Automated Process Equipment Corporation
Recommend
Comment
Share

Would you like to discuss another topic? Create a new post to engage with experts in the community.
Featured users in Animal Feed





")