Introduction
Pelleting is a feed processing method shown to improve handling and transportation characteristics of feeds, while reducing ingredient segregation during handling, decreasing dust levels, and improving feed utilization in swine. The use of flat die technology (cold pelleting) has received little attention at this point compared to thermal pelleting for commercial feed applications. Its unique advantage of layout (flat-bed compared to standard ring die) requires only a water heater compared to a boiler, which dramatically minimizes equipment maintenance while still providing the frictional energy required for high pellet quality. The main components are a flat die press and pan grinder rollers, where the rotating pan grinder rollers press product into a flat die to force it into a pelleted form. The die width establishes frictional heat to bind feed particles together, and knives cut the strands into the desired length of pellets. This process is typically utilized for products that are highly fibrous or bulky, such as straw, wood, or biomass, but has been used in Europe for pelleting broiler diets with whole wheat instead of ground wheat. However, to our knowledge, no peer-reviewed literature exists to compare the flat die technology to standard pelleting with steam conditioning and a ring die for animal diets. Though the technology has never been evaluated before, it may hold great promise as an alternative method of pelleting animal feed. Therefore, the objective of this study was to determine the effects of pelleting diets using standard steam conditioning or flat die technology without steam, and the removal of fines from the diet on feed handling characteristics and growth performance of nursery pigs.
Procedures
The Kansas State University Institutional Animal Care and Use Committee approved the protocol used for this experiment. All dietary treatments were manufactured in accordance with cGMP’s (current Good Manufacturing Practices) at Kansas State University O.H. Kruse Feed Technology Innovation Center in Manhattan, KS.
A total of 320 nursery pigs (DNA 241 × 600; initially 22.5 lb BW) were used in a 21-d experiment at the K-State University Swine Teaching and Research Center in Manhattan, KS. There were 5 pigs per pen and 8 pens per dietary treatment. Pigs were provided ad libitum access to feed and water for the duration of the trial. Each pen was equipped with one nipple waterer and dry self-feeder. On d 0 of the trial, pens were weighed and randomly assigned to 1 of the 8 dietary treatments. Pen weights and feed intake, determined by feed disappearance, were collected on d 0, 7, 14, and 21 to calculate ADG, ADFI, and F/G.
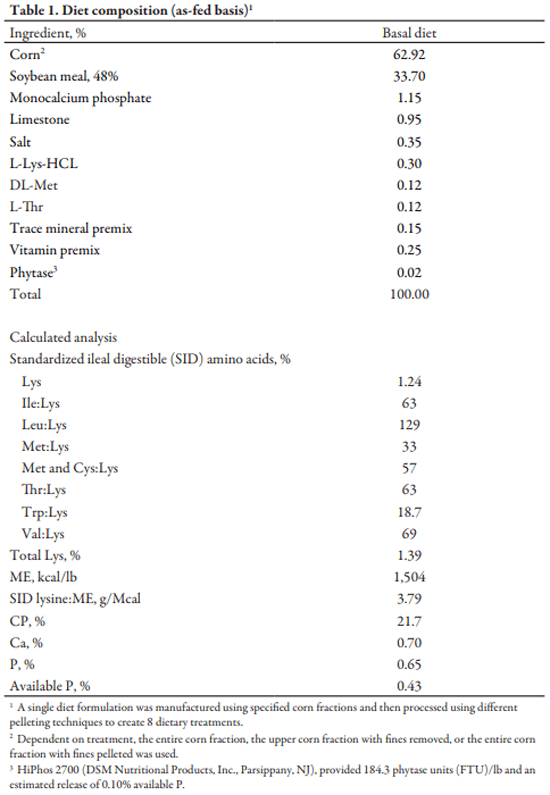
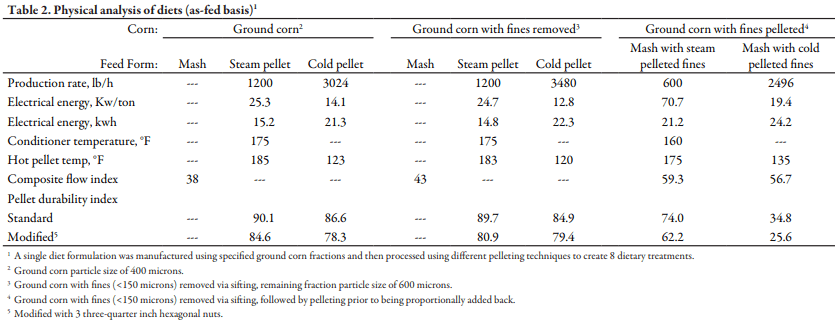
The diets were based on the same corn-soybean meal formulation and the treatments were formed by changing the corn processing and the final form of the feed (Table 1). The 8 treatments were: 1) ground corn diet fed as mash, 2) ground corn diet steam pelleted, 3) ground corn diet cold pelleted, 4) ground corn with fines less than 150 microns removed from the diet and the diet fed as mash, 5) ground corn with fines less than 150 microns removed from the diet and then the diet without fines was steam pelleted, 6) ground corn with fines less than 150 microns removed from the diet and then the diet without fines was cold pelleted, 7) fines less than 150 microns were steam pelleted, then proportionally added back to ground corn and fed as a mixture of mash with pellets, and 8) fines less than 150 microns were cold pelleted then proportionally added back to ground corn and fed as a mixture of pellets and mash. Corn was initially ground to approximately 400 microns with a roller mill (RMS Model #924, Sioux Falls, SD). A portion of this ground corn was used to manufacture dietary treatments 1, 2, and 3, while the remainder of the ground corn was sifted using a rotary horizontal sifter to remove any particles less than 150 microns. The resulting ground corn with the fines removed resulted in an average of 600 microns and was included in dietary treatments 4, 5, and 6. The sifted fines were retained and pelleted prior to proportionally adding them back to the ground corn from which they were previously removed. The sifted fines that were pelleted were included in treatments 7 and 8. Diets were fed either as a mash, a steam conditioned pellet, or a cold conditioned pellet. Steam conditioned pellets were manufactured on a traditional pellet mill (California Pellet Mill Model #1112-2, Crawfordsville, IN) equipped with a .25 × 2.5 in. vertical die. Mash was conditioned at 175°F for approximately 30 seconds prior to pelleting. Cold conditioned pellets were manufactured on a flat-face pellet mill (Amandus Kahl Model # 33-390, Reinbek, GER) equipped with a .25 × 1.38 in. horizontal die. Prior to pelleting with the flat bed pellet mill, mash feed passed through a blending screw where warm water (130°F) was added at a rate of 4%. Moisture and heat were removed with ambient air in a counterflow cooler prior to bagging. Electrical energy use on the main pellet mill motor and production rates were recorded during the steam and cold conditioned pellet runs and averaged to determine the overall production rate for each treatment (Table 2).
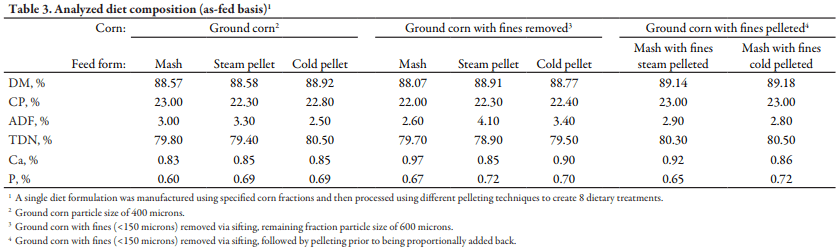
Samples of each treatment were collected and analyzed by Ward Laboratories (Kearney, NE) for DM (AOAC Official Methods 934.01), CP (AOAC Official Methods 990.01), ADF (AOAC Official Methods 973.18), TDN, Ca (AOAC Official Methods 927.02), P (AOAC Official Methods 964.06), and pellet durability (Tables 3 and 4). Pellet durability was determined according to the standard and modified ASAE Standard S269.4 as described by Fahrenholz where 3 three-quarter in. hex nuts were added to each tumbling compartment (Table 2). The composite flow index was calculated for meal and meal/pellet combination diets according to the process described by Horn.
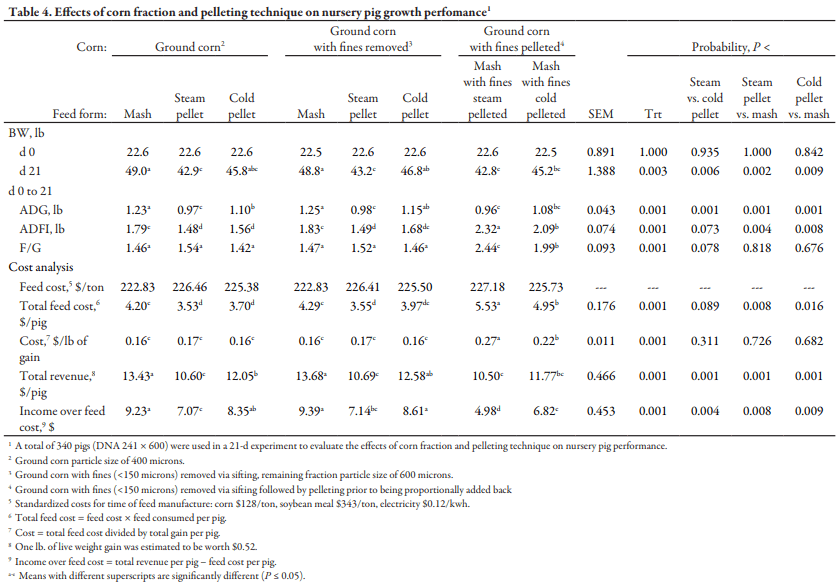
At the conclusion of the trial an economic analysis was performed to determine the financial impact of the treatments. Ingredient prices from April 2016 were used for all economic calculations with corn valued at $128/ton and soybean meal at $343/ton. The cost of feed ($/ton) included ingredients, kwh, and boiler fuel usage when applicable. A standard price of $0.12 per kilowatt hour was used to calculate electrical energy costs for thermal processing and added to overall feed cost. The total feed cost per pig was calculated by multiplying the ADFI by the number of days on trial and the diet cost. The cost per pound of gain was calculated by dividing the total feed cost per pig by the average pounds gained per pig. Total revenue per pig was calculated by multiplying the ADG by the number of days on trial and the assumed live price of $0.52 per pound. Finally, the total feed cost per pig was subtracted from the total revenue per pig to calculate the income over feed cost (IOFC).
Data were analyzed using the GLIMMIX procedure in SAS version 9.4 (SAS Institute Inc., Cary, NC) with pen as the experimental unit as a completely randomized design. Results were considered significant if P ≤ 0.05, and a trend if 0.05 < P ≤ 0.10. Orthogonal contrasts were used to evaluate interactions between steam vs. cold pelleted diets, pelleted vs. mash diets, and diets excluding the fines vs. diets where the fines were pelleted and proportionally added back to the corn fraction.
Results and Discussion
The flowability of the mash diets was evaluated based on the composite flow index, which characterized flow property by integrating the results of several different flow tests, such as the angle of repose, percent compressibility, and critical orifice diameter.12 In general, a CFI value greater than 45 is considered acceptable, while CFI values between 30 to 45 characterize a poorly flowing product. Applying this methodology and scale to the data (Table 2), flowability of the diets that contained the ground corn with the fines had a CFI of 38. Whereas, removal of corn particles that were less than 150 microns, improved the overall flowability of the mash diet (CFI = 43). Ultimately the greatest flowability was achieved through pelleting of the fines and returning them to the mash diets (>50 CFI).
The electrical consumption per ton was different for steam and cold conditioned pelleting (25 versus 13.5, respectively). The lower energy usage of the cold, conditioned pellets was likely due to the thinner die used on the flat bed pelleter, which also resulted in poorer quality pellets, likely due to less die compression. While production rate was more stable during steam pelleting, it required more kWh/ton compared to cold pelleting. The cold pelleting, however, had the lowest energy use per ton, and as expected the increased production rate and thinner die required less energy compared to steam pelleting. The electrical energy use was higher when pelleting the fine particles (<150 um) with both pellet mills. The fines were difficult to pellet and the throughput was decreased in an effort to improve pellet quality. Increased hot pellet temperatures measured after the die and before cooling indicated increased friction between the material and surface of the die hole. This slowed throughput and in extreme cases, overloaded the pellet mill motor. Differences in pellet durability (PDI) were also observed based on conditioning and pelleting method. Cold condition pelleting resulted in a lower standard and modified-PDIs compared to steam pelleting. The lower PDI values could be a result of a lower effective length to pellet die hole diameter ratio (L:D) of the die, which would have resulted in less compression in the die. Additionally, the lack of steam likely reduced the binding potential of the protein and starch components in the diet. Subsequent studies are needed to further examine die specifications and conditioning on pellet quality. The PDI of the pelleted fines was low for both the steam and cold conditioned pellet methods (62.2 and 25.6, respectively). The low L:D ratio (4.8) of the die used to pellet the cold conditioned fines resulted in weak pellets, but another die was not available at the time of manufacturing and this lack of available equipment is a notable hurdle for wide-scale implementation of cold pelleting. Subsequent studies are needed to determine the optimal die specifications when pelleting fine corn particles with the horizontal die pellet mill.
All diet compositions were analyzed after processing (Table 3). Analyses were consistent with formulated values and were similar across treatments. Removal of the corn fines fraction did not change the nutrient composition of the diets, suggesting the material was simply finely ground corn and not a segregated portion of the germ or endosperm.
Pigs fed steam- or cold-pelleted diets had decreased (P < 0.02) ADG, ADFI, and d-21 BW, total feed cost, revenue, and IOFC compared to those fed mash diets. Pigs fed steam pelleted diets had decreased (P < 0.006) ADG, d-21 BW, revenue, and IOFC compared to those fed cold pelleted diets. There were no growth performance differences between pigs fed ground corn diets or ground corn diets with fines removed. Pigs fed diets with fines pelleted and added back into the final formulation had increased (P < 0.05) ADFI, and poorer F/G, and feed cost compared to all other treatments. It is assumed that this response resulted from increased feed wastage from pigs sorting pellets mixed with mash diets.
The results of this study indicate that removing particles less than 150 microns improved the flowability of a mash diet without sacrificing growth performance. Additionally, cold pelleting was a viable option to steam pelleting in the current experiment. However, pelleting diets with either pelleting process reduced pig performance compared to pigs fed mash diets. This poorer performance from pelleted diets is unexpected and further research is needed to validate the response to cold pelleting when the expected response to pelleting using steam conditioning is achieved.
This article was originally published in Kansas Agricultural Experiment Station Research Reports: Vol. 3: Iss. 7. https://doi.org/10.4148/2378-5977.7506. This is an Open Access article licensed under a Creative Commons Attribution 4.0 License.