Integrators usually operate the mills at full capacity and outputs rather than trying to obtain the optimum pellet quality.
The advantages of feeding a pelleted feed over mash have been documented in the industry for many years. The advantages include the following:
- Increased bulk density
- Less bridging/hang-up in bins
- Less dust
- Reduced ingredient segregation
- Less feed waste
- Increased nutrient density
- Improved palatability
- Increased nutrient availability
- Decreased microbiological activity.
In 2000, U.S. commercial feed mills averaged 20.3 tons per hour per pellet mill line. The average pellet durability index (PDI) of the final pelleted products was 92.7 and average processing cost per ton was $9.03. These figures do not include data from integrated operations where the average PDI is 25 to 40 percent and processing costs may be as low as $3 per ton. Integrators usually operate the mills at full capacity and outputs rather than trying to obtain the optimum pellet quality. As pointed out by Phillip Lobo in an earlier Feed Management article on how mills are managed, quality of feed (measured in PDI) and production costs (dollars per ton) have shown gradual improvements, and this is believed to be due to improved processing techniques especially in the preconditioning phases. The reported benefits of enhanced preconditioning are as follows:
- Increased PDI
- Pasteurization of feed
- Destruction of insect eggs
- Improved feed conversion ratios (FCR)
- Decreased processing costs
- Increased starch gelatinization.
- Operational principles
Conditioners "precondition" the mash before pelleting by accomplishing three unit operations: heating, hydrating, and mixing. Because it´s easy to monitor and control, mill operators tend to focus on the heating factor. Thermal energy is occasionally added through "dry heating" methods by jacketing or plating equipment with insulation or heating elements. Exhaust streams of hot air or steam from other processes have also been used to provide heat.
Heating is accomplished most commonly and efficiently through direct steam injection. Conditioning devices often include a sensor and control system to maintain set-point temperatures at the discharge of the preconditioner. The addition of 4 to 5 percent steam is usually sufficient to achieve desired discharge preconditioner temperatures of 93°C (200°F). Research has proven that with excellent mixing imparted, product temperature at the discharge only needs to reach 75°C (165°F) to achieve pasteurization, as long as it is uniformly heated.
Moisture addition and hydration are very critical in pelleting operations, since most pellet mills can handle a maximum of 18 percent moisture in the preconditioned mash. This low moisture requirement means that little or no water can be added as steam usually provides sufficient moisture. However, this is very dependent on the raw mash moisture and the industry is awakening to the fact that water addition can greatly improve pellet quality as long as the maximum level is not exceeded. Moisture transfer into feed is much slower than heat transfer. However, because the operating parameters dictate low moistures, preconditioning occurs in a "moisture-starved" environment. As long as mixing is sufficient to get uniform moisture distribution, actual retention times in pellet mills may not be as critical as extrusion processes where moisture levels are usually in the 25 to 28 percent range.
Mixing is a very critical parameter in preconditioning. Much of the new conditioning technology that blossomed in the last few years has included long retention times (as much as 3 to 5 minutes). It is possible to meet or exceed the performance of these systems with excellent mixing. Under such conditions, typical retention times have been two minutes or less with some mills running as short as 30 seconds. Throughputs and installation area are the major criteria for selecting the proper size.
Process flow
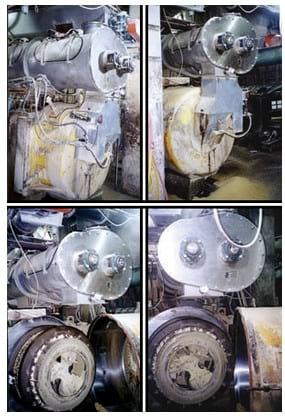
Recipes are blended in batch mixers and then conveyed to the pelleting process. Often the grains are ground while many of the ingredients in meal or powder form are not ground. However, improved feed conversion has caused the feed millers to look at post-grinding systems where the complete recipes are ground to an average of 600 microns. Grinding systems are fitted with screens and magnets to remove tramp metal and other foreign objects. The ground mash is transported to a bin/feeding system which serves to meter the mash into the preconditioner. Steam, water, and other additives can be added in the preconditioner. The conditioned mash gravity-flows out of the preconditioner into the rolls area of the pellet mill. (Figure 1).
Figure 1: Conditioned mash gravity-flows out of the preconditioner (as shown here in the example of the Wenger DDC) and into the rolls area of the pellet mill.
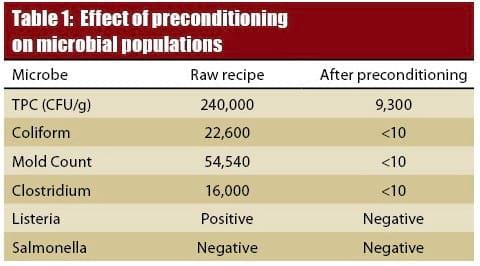
Pasteurization
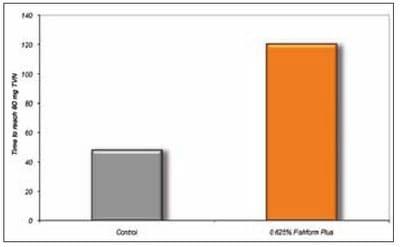
Some preconditioners have been shown to pasteurize pelleted feed products. Preconditioners capable of holding the feed for up to two minutes and reaching temperatures of 90˚ to 95˚C will destroy many microbial populations. Table 1 illustrates the ability of such a preconditioner to destroy some of these microbes.
Product improvement
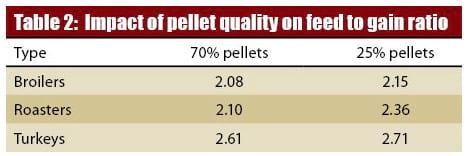
Throughout the feed industry feed conversion is used to judge animal performance. Typically, it is just pounds of feed given to the animal per pound of animal weight gained. For example, if a flock of birds is given 1000 pounds of feed throughout the growing cycle, and 400 pounds of live weight gain is recorded, the feed conversion for that flock would be 2.50 (1000/400). The effect of pellet quality on the feed conversion ratio (FCR) for several poultry species including broilers, roasters, and turkeys has been noted. Poultry fed pellets with a PDI of 70 percent required less feed to reach market weight than those fed pellets with a PDI of 25 percent (Table 2).
In a recent series of trials, a double shaft preconditioner (in this instance the Wenger DDC) was compared to a single shafted cylinder to determine its advantage. Starch gelatinization (percent cook) and pellet durability index (PDI) were measured and compared. The percent cook was measured by determining the susceptibility of starch to enzymatic digestion. PDI was determined by tumbling the pellets for five minutes then determining the amount of product that stayed on a number eight sieve. The results are shown in Table 3.
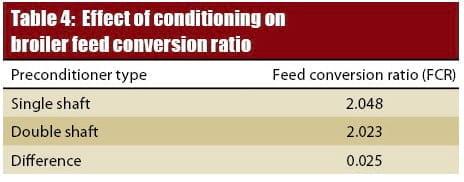
The double shaft used in this trial showed an advantage of 4.4 points of increased cook and 12.4 points of increased pellet durability. Feeding trials showed that the FCR for the broilers fed pellets produced using the double shaft preconditioner feed was lower than the broilers fed pellets produced on the single shaft preconditioner. As shown in Table 4, the FCR for the feed produced on the double shaft preconditioner was 0.025 (or 2.5 points) better than the feed produced on the single shaft preconditioner.
Assuming one feed conversion point is worth 60 cents per ton of feed produced, a double shaft preconditioner performing like the one in the trial could pay for itself very quickly. For example, a feed mill producing 80 tons of feed per hour, operating 5 days per week, 24 hours per day would see a benefit of $5760 per week or about $300,000 per year if they saw an increase of 2.5 feed conversion points.
The double shaft preconditioner´s ability to provide longer retention times and more efficient mixing allows a higher quality pellet to be produced. This can lead to many advantages for feed mills through lower feed to gain ratios and increased PDI.
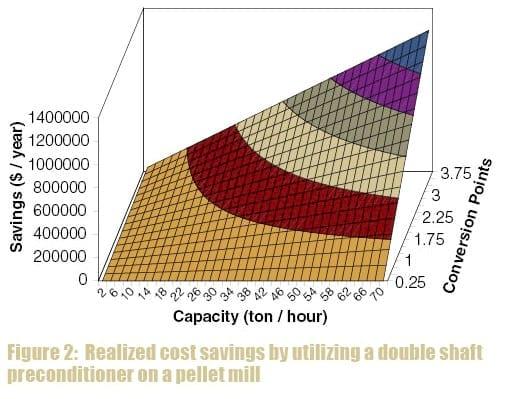
Economic considerations
As an example, field trials using a double shaft preconditioner (utilizing the Wenger DDC) have shown that feed produced has a 35 percent greater pellet durability index than feed produced using a single shaft conditioner. This same study has also shown a decrease in the feed to gain ratio of around 2.5 points. If the following assumptions are made, we can estimate the approximate cost savings realized when converting from a single shaft to a double shaft preconditioner.
Production time:
- 300 days / year, 24 hours / day
Value of increased feed conversion:
- $0.60 / conversion point / ton
Alternatively, the cost savings can be determined using the following equation:
- Savings ($ / year) = (Capacity t/yr) x (Change in Conversion Points) x ($ / Conversion Point)
Updated: Jun 25, 2009














.jpg&w=3840&q=75)