extrusion process
Adding flexibility to the extrusion process
Published: May 31, 2007
By: Mr Doug Baldwin, Wenger Manufacturing, Inc. (Courtesy of AFMA Matrix)
The desire for flexibility in the production line has existed since the earliest days of feed processing. In this article, we will discuss the methods available today for increasing extrusion system flexibility, together with one of the most important resulting benefits – minimizing downtime required for configuration changes.
The extrusion cooking process can control a wide range of product characteristics, such as shape, color, texture, bulk density and others.
If raw material availability remains constant, and only a narrow range of final products are to be produced, selecting the proper extruder configuration can be relatively simple for someone skilled in the art of extrusion.
However, when faced with the challenges of raw material variation and a broad range of marketable extruded products, configuring the extruder for optimum production across the spectrum can present challenges for even the most seasoned extruder specialist. Extrusion manufacturers today offer a number of hardware add-ons to compliment the standard extruder.
These devices allow manipulation of operating parameters during processing or between production runs. The added value this brings to the extrusion operation includes: Achieve consistent, online target specifications without configuration changes (and without the resulting downtime) that might otherwise occur due to variations in raw materials.
The extrusion cooking process can control a wide range of product characteristics, such as shape, color, texture, bulk density and others.
If raw material availability remains constant, and only a narrow range of final products are to be produced, selecting the proper extruder configuration can be relatively simple for someone skilled in the art of extrusion.
However, when faced with the challenges of raw material variation and a broad range of marketable extruded products, configuring the extruder for optimum production across the spectrum can present challenges for even the most seasoned extruder specialist. Extrusion manufacturers today offer a number of hardware add-ons to compliment the standard extruder.
These devices allow manipulation of operating parameters during processing or between production runs. The added value this brings to the extrusion operation includes: Achieve consistent, online target specifications without configuration changes (and without the resulting downtime) that might otherwise occur due to variations in raw materials.
 |
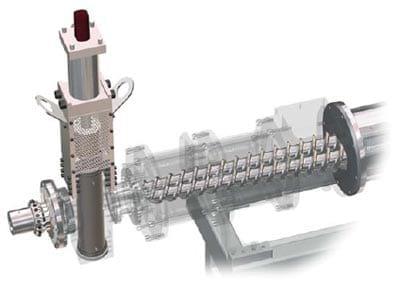
| Figure 1: Twin screw extruder. |
Utilize one common extruder configuration for a wider range of final products, eliminating the need for extended downtime required to change extruder screw or other hardware configurations.
The three types of extruders most common in the feed industry are the single screw, co-rotating parallel-shaft twin screw and conical co-rotating twin screw extruders. A brief review of the typical applications and benefits of each extruder type follows:
Single screw extruder
The single screw cooking extruder has been the “heart beat” of dry-expanded pet food and other feed industries for over 40 years. The screw and barrel configurations represent many years of analytical design, research, and comprehensive testing.
For both single screw and twin screw extruders, screw elements of single or multiple- flight geometries may be used.
Single flight elements have generally yield products of higher bulk densities compared to double-flight screws when operating with the same extrusion parameters. The barrel segments may also be ribbed to alter the function of each specific extruder segment.
Twin screw extruder
Twin screw cooking extruders (Figure 1) have typically found limited utility in the production of feeds. A major drawback of these extruders is their high capital investment cost and their relatively higher cost of maintenance and operation. The capital equipment cost of a co-rotating twin screw extruder is 1.5 to 2 times the cost of a state-of-the-art single screw extruder with comparable hourly production capacity.
Because of the increased costs, only those feed products with strong value added potential are processed via the twin screw extruder.
Specific product characteristics or processing requirements where twin screw extrusion systems have found applications are as follows:
• Ultra-high fat feeds (above 17 percent internal fat)
• Products which have high levels of fresh meat or other high moisture slurries (above 35 percent)
• Uniform shape/size product (portioned foods)
• Ultra-small products (0.6 to 2.0 mm diameter products)
• Co-extruded products (complex pet food treats)
C22TX extruder
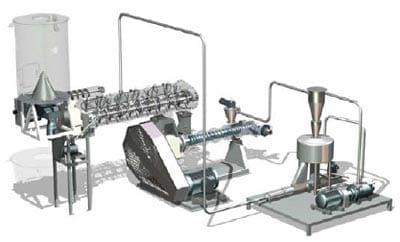
The C22TX (conical co-rotating twin screw extruder) is the most recent extrusion system introduced to the feed industry (Figure 2). The C22TX’s conical design allows for positive compression in the barrel and reduces possibility of back feeding.
Positive compression yields an efficient manner of imparting mechanical energy into the extrudate.
The conical design of the C22TXcauses the material to be kneaded and sheared along the screw profile. In traditional twin screw extruders, the melt is kneaded and sheared by shear locks, mixing lobes, or cut-flight screw elements. This “profile kneading” eliminates the need for special screws and locks to provide the appropriate cooking.
Extruder shafts and screws can be machined from a single piece of steel, resulting in lower manufacturing costs.
Maintenance and down time are also reduced, because a screw profile change is not needed for each different product.
Tools for extrusion flexibility
No matter which of these extruder designs is used, the availability of a wide range of extrusion add-ons and tools available today can assist in maximizing extruder flexibility and efficiency.
Obviously, some standard options for extruder flexibility have always been available, such as variable speed main drive motors.
More recently though, features and tools have been specifically designed to improve extrusion process optimization. A list of the items covered in this article includes the following:
The C22TX (conical co-rotating twin screw extruder) is the most recent extrusion system introduced to the feed industry (Figure 2). The C22TX’s conical design allows for positive compression in the barrel and reduces possibility of back feeding.
Positive compression yields an efficient manner of imparting mechanical energy into the extrudate.
The conical design of the C22TXcauses the material to be kneaded and sheared along the screw profile. In traditional twin screw extruders, the melt is kneaded and sheared by shear locks, mixing lobes, or cut-flight screw elements. This “profile kneading” eliminates the need for special screws and locks to provide the appropriate cooking.
Extruder shafts and screws can be machined from a single piece of steel, resulting in lower manufacturing costs.
Maintenance and down time are also reduced, because a screw profile change is not needed for each different product.
Tools for extrusion flexibility
No matter which of these extruder designs is used, the availability of a wide range of extrusion add-ons and tools available today can assist in maximizing extruder flexibility and efficiency.
Obviously, some standard options for extruder flexibility have always been available, such as variable speed main drive motors.
More recently though, features and tools have been specifically designed to improve extrusion process optimization. A list of the items covered in this article includes the following:
• Retention Time Control
• Mid-Barrel Valve
• Vented Extruder Barrel (with and without vacuum assist)
• Back Pressure Valve
• Post Extrusion Pressure Chamber
• Die and Knife Design
Retention Time Control
The Retention Time Control system (RTC) provides continuous, online control of material retention time within the preconditioning process, resulting in the following benefits:
• Simplified startup sequence and reduced offspec product during startup.
• Constant discharge rate of feed during shutdown or product changeover.
• Time and temperature documentation for process verification records for the production of clean feeds.
During startup, the raw material is metered into the conditioning cylinder and is mixed with steam and/or water to begin the hydration and cooking process.
 |
| Figure 2:Conical co-rotating twin screw extruder. |
The discharge feeder remains off until the mash within the conditioning cylinder has been held for the desired retention time. Then the discharge feeder begins delivering the conditioned mash to the extruder, dramatically reducing the material wasted during startup procedures for standard conditioning cylinders.
An operator no longer must discard the mash while waiting for the conditioning cylinder to reach the operating temperature and moisture content.
During shutdowns or product changeovers, the discharge feeding device continues to deliver the conditioned mash at the specified rate. Thus, the extruder continues operating at its optimum capacity until the conditioning cylinder is virtually empty.
In traditional systems, the extrusion rate slowly decreases once the raw mash is no longer metered into conditioning cylinder. This in turn reduces the amount of waste material and also reduces the amount of off-spec or contaminated product.
Finally, this system allows process documentation of the process time and temperature. This is especially useful for those concerned with pathogen destruction and food safety concerns.
Since the retention time is one of the user inputs for the control system, the operator can document with certainty that the mash was held at a given temperature for a specified period of time.
Mid-Barrel Valve
A “mid-barrel valve” (MBV) can be installed within the extruder barrel to serve as an adjustable restriction device for controlling shear stress and SME during operation of the system. The MBV can be adjusted from a setting that adds little or no restriction to a setting that can almost completely restricts the passage of the extrudate, and has demonstrated SME increases of 100 percent or more.
Insertion of this on-line device greatly enhances the flexibility of the extrusion system without the costly downtime associated with configuration changes. A mid-barrel valve can also be connected to the extruder control system to automatically adjust and maintain the SME value to its desired setpoint.
Vented Extruder Barrel
The extruder barrel is normally closed to the atmosphere and the extrudate is subjected to an environment of increasing pressures until it exits the die orifice. High process pressures (0 – 40 bar) result in significant expansion ratios and product densities low enough to produce feeds such as floating aquafeeds. Expansion can be further enhanced by injection of steam into the extruder barrel which increases thermal energy inputs.
Where higher product densities are required for certain feeds, the extruder barrel can be configured to include a vent which releases process pressure and reduces product temperature through evaporative cooling. A vacuum assist can be added to the vented barrel (Figure 3) to increase the product density even further by more evaporative cooling and de-aeration of the extrudate.
Vacuum assist (up to 0.7 bar) will improve pellet durability, increase piece density, and reduce extrudate moisture. Product fines from the vent and water from vacuum pump will require disposal, or alternatively, these waste streams can be recycled back into the system via a Waste Recycling System, as illustrated in Figure 3.
Back Pressure Valve
Final product characteristics such as density can be controlled by extruder die restriction. One device commonly used by feed manufacturers is termed a “back pressure valve” (BPV) which is used to adjust die restriction while the extrusion system is in operation.
By changing the restriction at the discharge of the extruder during operation, the product density can be varied by up to 25 percent without changing the screw configuration or the final die. The variable-opening BPV is mounted on the end of the extruder prior to the final die assembly (Figure 4).
Specific mechanical energy (SME) and extrusion pressure are process parameters controlled by valve positioning.
The BPV provides internal control of shear stress and SME for regulation of important product properties:
An operator no longer must discard the mash while waiting for the conditioning cylinder to reach the operating temperature and moisture content.
During shutdowns or product changeovers, the discharge feeding device continues to deliver the conditioned mash at the specified rate. Thus, the extruder continues operating at its optimum capacity until the conditioning cylinder is virtually empty.
In traditional systems, the extrusion rate slowly decreases once the raw mash is no longer metered into conditioning cylinder. This in turn reduces the amount of waste material and also reduces the amount of off-spec or contaminated product.
Finally, this system allows process documentation of the process time and temperature. This is especially useful for those concerned with pathogen destruction and food safety concerns.
Since the retention time is one of the user inputs for the control system, the operator can document with certainty that the mash was held at a given temperature for a specified period of time.
Mid-Barrel Valve
A “mid-barrel valve” (MBV) can be installed within the extruder barrel to serve as an adjustable restriction device for controlling shear stress and SME during operation of the system. The MBV can be adjusted from a setting that adds little or no restriction to a setting that can almost completely restricts the passage of the extrudate, and has demonstrated SME increases of 100 percent or more.
Insertion of this on-line device greatly enhances the flexibility of the extrusion system without the costly downtime associated with configuration changes. A mid-barrel valve can also be connected to the extruder control system to automatically adjust and maintain the SME value to its desired setpoint.
Vented Extruder Barrel
The extruder barrel is normally closed to the atmosphere and the extrudate is subjected to an environment of increasing pressures until it exits the die orifice. High process pressures (0 – 40 bar) result in significant expansion ratios and product densities low enough to produce feeds such as floating aquafeeds. Expansion can be further enhanced by injection of steam into the extruder barrel which increases thermal energy inputs.
Where higher product densities are required for certain feeds, the extruder barrel can be configured to include a vent which releases process pressure and reduces product temperature through evaporative cooling. A vacuum assist can be added to the vented barrel (Figure 3) to increase the product density even further by more evaporative cooling and de-aeration of the extrudate.
Vacuum assist (up to 0.7 bar) will improve pellet durability, increase piece density, and reduce extrudate moisture. Product fines from the vent and water from vacuum pump will require disposal, or alternatively, these waste streams can be recycled back into the system via a Waste Recycling System, as illustrated in Figure 3.
Back Pressure Valve
Final product characteristics such as density can be controlled by extruder die restriction. One device commonly used by feed manufacturers is termed a “back pressure valve” (BPV) which is used to adjust die restriction while the extrusion system is in operation.
By changing the restriction at the discharge of the extruder during operation, the product density can be varied by up to 25 percent without changing the screw configuration or the final die. The variable-opening BPV is mounted on the end of the extruder prior to the final die assembly (Figure 4).
Specific mechanical energy (SME) and extrusion pressure are process parameters controlled by valve positioning.
The BPV provides internal control of shear stress and SME for regulation of important product properties:
• bulk density (Table 1)
• size and uniformity of cell structure
• starch gelatinization
• shape definition
• water and fat absorption (Table 1)
The extrusion process for feeds is reported to be more stable with a BPV, and preconditioning / extrusion process temperature requirements are lower resulting in improved nutrient retention.
 |
| Figure 3: Vented extruder barrel with vacuum assist . |
| Table 1:Controlling Feed Density with the BPV. |
 |
The BPV eliminates the need for altering extruder configurations between different product families. An integral part of the BPV is a by-pass feature to divert product from the die/knife assembly and product conveyor for service and startup/shutdown procedures which improves sanitation in this area.
Post extrusion pressure chamber
Another device available in the industry is an enclosed chamber which surrounds the die/knife assembly and permits control of pressure external to the extruder and die (often referred to as an EDMS or External Density Management System). Desired pressures are maintained in the knife enclosure by a special airlock through which the product discharges.
Compressed air or steam can be used to generate the required pressure in the chamber. As pressure increases, the water vapor point increases which reduces product “flash-off expansion” and thus increases density (Table 2).
Post extrusion pressure chamber
Another device available in the industry is an enclosed chamber which surrounds the die/knife assembly and permits control of pressure external to the extruder and die (often referred to as an EDMS or External Density Management System). Desired pressures are maintained in the knife enclosure by a special airlock through which the product discharges.
Compressed air or steam can be used to generate the required pressure in the chamber. As pressure increases, the water vapor point increases which reduces product “flash-off expansion” and thus increases density (Table 2).
| Table 2:Effect of Increasing Pressure in Die/Knife Chamber. |
 |
Expanded or partially expanded products which normally exit the extruder die at a bulk density that is lower than desired, can be “densified” with this post-extrusion pressure chamber (EDMS) around the die/knife assembly. One particular challenge in the aquatic feed industry is to produce a fully-cooked feed of sufficient bulk density to sink rapidly and still absorb the required oil during the coating step.
Table 3 reflects EDMS pressure adjustment independent of extrusion processing parameters to control product density in a suitable range for 17-24 percent total oil in the final product. No other extruder operating parameters were changed except the chamber pressure to achieve this flexibility in product characteristics.
Table 3 reflects EDMS pressure adjustment independent of extrusion processing parameters to control product density in a suitable range for 17-24 percent total oil in the final product. No other extruder operating parameters were changed except the chamber pressure to achieve this flexibility in product characteristics.
| Table 3:Effect of EDMS Over-pressure on Product Density and Oil Absorption. |
 |
The pressure chamber can be coupled with a BPV to provide additional process controls: adjust SME on-line for control of critical product properties divert off-spec product during startup from the pressure chamber accurate control of product density external to the extruder and die no extruder configuration changes required to make expanded or dense feeds increase extruder capacity over vented configurations by 25 to 50 percent.
 |
| Figure 4:Back pressure valve. |
Die/Knife Design
The extrusion chamber is capped with a final die which serves two major functions. The die provides restriction to product flow causing the extruder to develop the required pressure and shear.
The final die also shapes the extrudate as the product exits the extruder.
Die design and its effect on expansion, uniformity, and appearance of the final product are often overlooked.
The amount of expansion desired in the final product can be controlled by formula manipulation and open area in the die.
Unexpanded, but fully-cooked, feeds generally require 550 to 600 square millimeters of open area per metric ton of throughput. Highly expanded feeds require 200 to 250 sq. mm of open area per metric ton throughput.
Other design advancements in die configurations have resulted in “Rapid Change Multiple Dies”, where dies can be changed without stopping the extrusion system. This design reduces setup time by up to half, resulting in smaller lot sizes, easier scheduling, reduced inventory, increased plant efficiency, and increased profitability.
Conclusion
Choosing the proper extruder configuration for your application is critical to successful production.
The manufacturer of the extrusion equipment should be able to help in providing configurations tailored for the products to be processed. Training is important, and any extrusion equipment supplier must be able and willing to provide this service.
With the right tools available, optimizing your extrusion processing system will allow for the profitable production of pet, aquatic and other animal feeds.
Choosing the proper extruder configuration for your application is critical to successful production.
The manufacturer of the extrusion equipment should be able to help in providing configurations tailored for the products to be processed. Training is important, and any extrusion equipment supplier must be able and willing to provide this service.
With the right tools available, optimizing your extrusion processing system will allow for the profitable production of pet, aquatic and other animal feeds.
 | The previous article is a special collaboration from AFMA South Africa (Animal Feed Manufacturers Association) and their magazine AFMA Matrix. We thank AFMA for their continuous, kind support! |
Related topics
Authors:

Join to be able to comment.
Once you join Engormix, you will be able to participate in all content and forums.
* Required information
Would you like to discuss another topic? Create a new post to engage with experts in the community.
Create a post




You may be interested in
